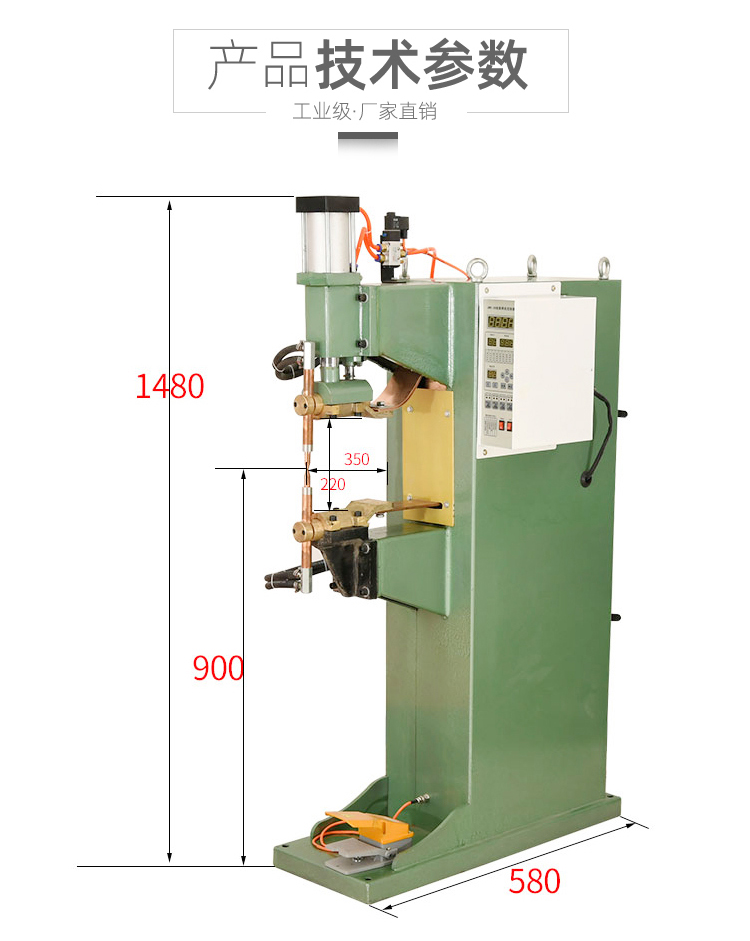
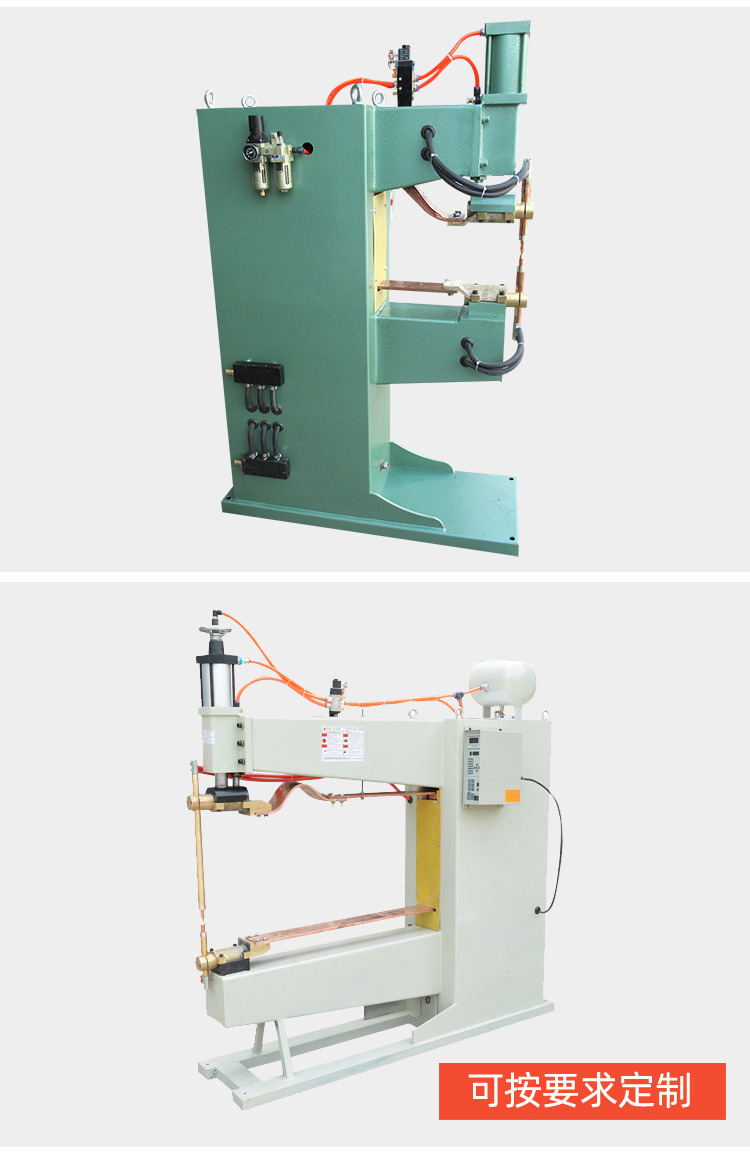
廠家直供氣動(dòng)汽車(chē)配件螺母點(diǎn)凸焊機(jī) 金仕達(dá)電阻焊 氣動(dòng)點(diǎn)焊機(jī)
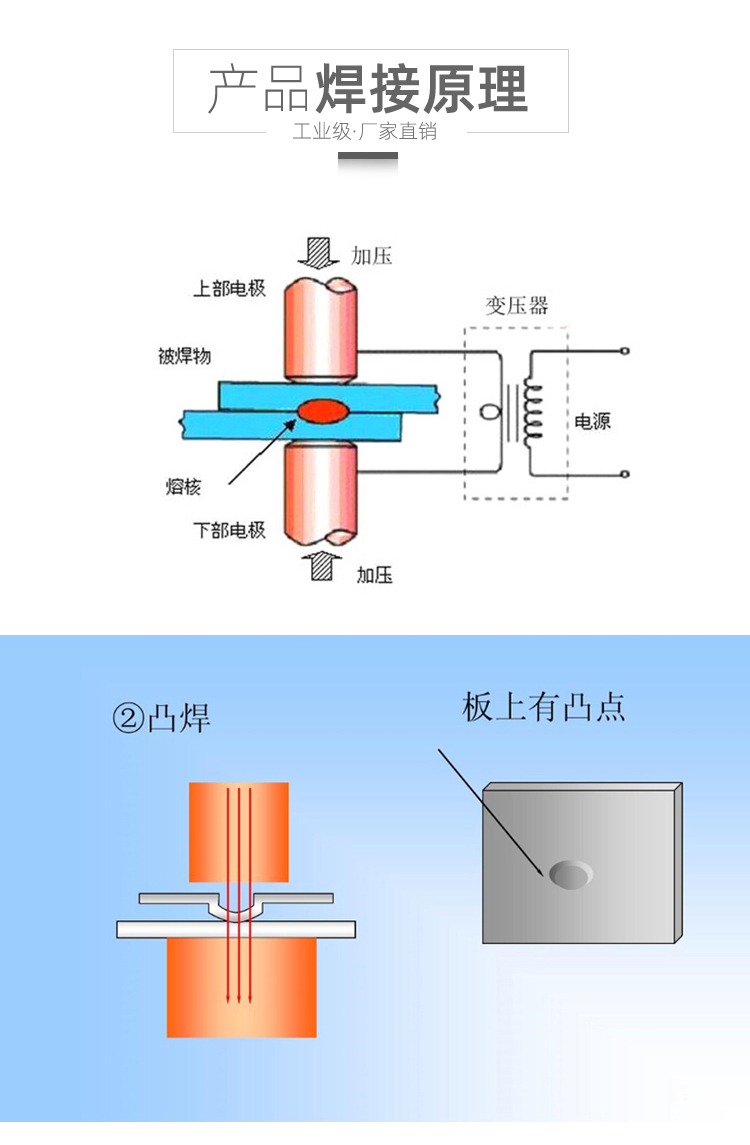
影響點(diǎn)焊焊接接頭焊接質(zhì)量的因素主要有焊接電流、電極壓力、焊接時(shí)間、預(yù)壓和休止時(shí)間、焊接電極直徑等。
1、焊接電流
點(diǎn)焊形成的熔核所需的熱量來(lái)源是利用電流通過(guò)焊接區(qū)電阻產(chǎn)生的熱量。在其他條件給定的情況下,焊接電流的大小決定了熔核的焊透率。在焊接低碳鋼時(shí),熔核平均焊透率為鋼板厚度的30~70%,熔核的焊透率在45~50%時(shí)焊接強(qiáng)度較高,當(dāng)焊接電流超過(guò)某一規(guī)范值時(shí),繼續(xù)增大電流只能增大熔核率,而不會(huì)提高接頭強(qiáng)度,由于多消耗了電能和增大了設(shè)備的損耗,因此從制造成本來(lái)講是很不經(jīng)濟(jì)的。如果電流過(guò)大還會(huì)產(chǎn)生壓痕過(guò)深和焊接燒穿等缺陷。
2、電極壓力
點(diǎn)焊時(shí)電極壓力對(duì)熔核尺寸影響也是比較大的。電極壓力過(guò)高會(huì)使壓痕過(guò)深,同時(shí)會(huì)加速焊接電極的變形和損耗。壓力不足則容易產(chǎn)生縮孔,并會(huì)因接觸電阻增大使焊接電極燒損而縮短其使用壽命。