


廠(chǎng)家氣動(dòng)電阻點(diǎn)焊機(jī) DNQ-100交流氣動(dòng)點(diǎn)焊機(jī)








點(diǎn)焊形成的熔核所需的熱源是通過(guò)焊接區(qū)的電阻所產(chǎn)生的熱量。在其他條件下,焊接電流的大小決定了熔核的穿透率。焊接低碳鋼時(shí),熔核的平均滲透率為鋼板厚度的30-70%,熔核的滲透強(qiáng)度為45-50%,焊接強(qiáng)度高。當(dāng)焊接電流超過(guò)一定的規(guī)格值時(shí),它會(huì)繼續(xù)增加。大電流只能在不增加接頭強(qiáng)度的情況下提高金塊的比率。它消耗更多的功率并增加了設(shè)備的損耗,所以從制造成本的角度來(lái)看這是不經(jīng)濟(jì)的。如果電流過(guò)大,會(huì)發(fā)生深度壓痕和焊接燒穿等缺陷。
1,概述
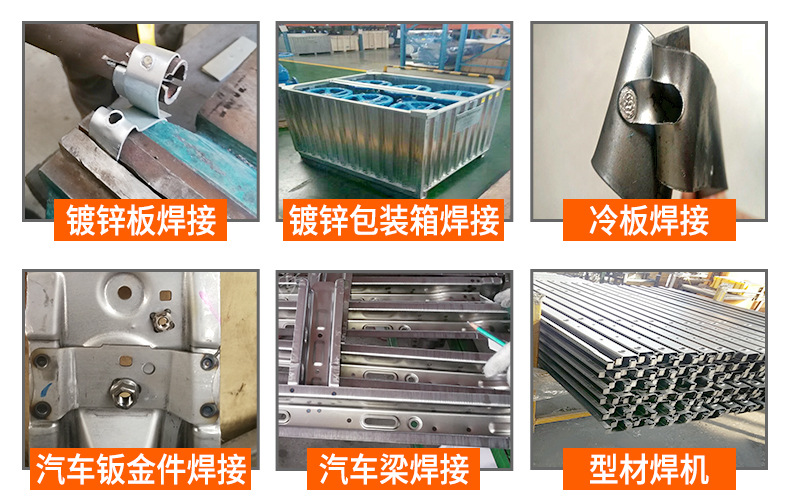
該焊機(jī)是一種具有氣動(dòng)壓力自動(dòng)控制功能的半自動(dòng)焊接設(shè)備。電極壓力和工作行程范圍可在設(shè)定范圍內(nèi)調(diào)整。主要用于各種薄板結(jié)構(gòu)件的點(diǎn)焊和凸焊,廣泛應(yīng)用于汽車(chē)零部件,摩托車(chē)零部件,散熱器鋼制散熱器,太陽(yáng)能熱水器,金屬包裝容器,鋼質(zhì)安全檔案柜等。金屬絲網(wǎng)過(guò)濾設(shè)備等制造行業(yè),焊接接頭可以保證焊接機(jī)械強(qiáng)度充足,隨機(jī)高性能,高可靠性的計(jì)算機(jī)投影焊接控制器,它可以實(shí)現(xiàn)壓縮,焊接,維護(hù),休息四在焊接過(guò)程中,單點(diǎn)焊接可根據(jù)工作要求選擇連續(xù)點(diǎn)焊。與同類(lèi)產(chǎn)品相比,具有操作簡(jiǎn)單直觀(guān),輸出功率大,焊接速度快,設(shè)備故障率低等優(yōu)點(diǎn),可以滿(mǎn)足用戶(hù)的各種焊接需求。
2,電極壓力
點(diǎn)焊時(shí)電極壓力對(duì)熔核尺寸的影響也很大。過(guò)高的電極壓力會(huì)使壓痕太深,并加速焊接電極的變形和損耗。如果壓力不足,則容易發(fā)生收縮,并且由于接觸電阻的增加,焊接電極可能會(huì)燃燒,從而縮短其使用壽命。
3,焊接時(shí)間
點(diǎn)焊時(shí),熔核的大小主要受焊接時(shí)間的控制。在其他焊接參數(shù)不變的情況下,焊接時(shí)間越長(zhǎng),熔核尺寸越大。當(dāng)要求焊接強(qiáng)度相對(duì)較高時(shí),通常應(yīng)選擇較大的焊接能量和較短的焊接時(shí)間。需要特別注意的是,焊接時(shí)間越長(zhǎng),焊工的能耗越高,電極的磨損也越大,設(shè)備的使用壽命也會(huì)縮短。
4,預(yù)加載和維護(hù)時(shí)間
預(yù)壓時(shí)間是指從腳踏開(kāi)關(guān)到信號(hào)的時(shí)間,氣缸開(kāi)始?jí)嚎s直到電源接通以進(jìn)行焊接。其原理是氣缸壓住工件,氣源壓力上升到設(shè)定值,適合輸入焊接時(shí)間。 。影響預(yù)加載時(shí)間的因素包括氣缸的行程長(zhǎng)度和氣缸的移動(dòng)速度。如果預(yù)加載時(shí)間過(guò)短,未被按壓時(shí)可能已經(jīng)通電,導(dǎo)致焊接電極和工件燃燒,并且不能保證焊接質(zhì)量。如果壓制時(shí)間過(guò)長(zhǎng),生產(chǎn)效率會(huì)降低,甚至工件壓力也會(huì)變形。
保持時(shí)間是指焊接完成并且氣缸被提升并重置之后的時(shí)間段。由于新形成的熔核需要持續(xù)加壓一段時(shí)間,所以還可能需要施加大于焊接時(shí)的壓力的壓力至剛焊接的工件。壓力增加的時(shí)間是鍛造時(shí)間,壓力不變。時(shí)間是要保持的時(shí)間,這個(gè)時(shí)間從焊接過(guò)程一般不是很?chē)?yán)格的要求,只要能滿(mǎn)足焊接強(qiáng)度即可。點(diǎn)焊過(guò)程或鍛造時(shí)間的維護(hù)通常控制在約0.1至1秒。

















