類零件加工中,各外圓表面,錐孔、螺紋表面的同軸度,端面對旋轉軸線的垂直度都是位置精度的重要體現。這些表面的一般都是以軸的中心線為設計基準的,用中心孔定位,符合基準重合的原則。中心孔不僅是車削加工
2018-12-28 11:24:06
怎樣正確合理地選用DC/DC模塊電源呢,筆者將從DC/DC模塊電源開發設計的角度,結合近年來鼎立信公司模塊電源推廣使用過程中得到的用戶信息反饋,談一談這方面的問題,以供廣大系統設計人員參考。 DC
2021-10-29 06:36:23
PCB外形加工鉆削工藝鉆削是PCB外形加工工藝中的重要一環,其中鉆頭選擇尤為關鍵。以鉆尖和刀體之間連接強度高而著稱的焊接式硬質合金鉆頭,能加工出表面粗糙度相當好、孔徑公差小、位置精度高的孔。 當擰緊
2009-04-07 16:32:35
增大。所以不同大小的孔,鉆刀的壽命也是不一樣的,操作人員要對設備的性能熟悉及時更換鉆刀。這也是微小孔為什么加工的成本要高些的原因。 軸向力中靜態分力FS影響橫刃廣德切削,而動態分力FD主要影響主切削刃
2020-09-01 15:48:44
劃分cnc加工階段的意義 (1)保證cnc加工質量 cnc加工件在粗加工時,切出的金屬層較厚,切削力和加緊力較大,切削溫度也較高,將會引起較大的變形。按加工階段加工,粗加工造成的加工誤差
2018-05-07 13:59:32
為什么要使用光源?光源分為哪幾種?選擇光源主要考慮哪幾個方面?LED光源的優勢有哪些?LED光源的顏色有哪幾種?
2021-07-23 06:24:29
五金:鋼或一些有色金屬加工出來的零件,加工手段:冷/熱沖壓、擠壓、滾壓、焊接、切削等等還包括其他一些工藝,定義比較廣。沖壓件:五金加工里面用的最多的,指的是在室溫條件下,鋼/有色金屬等板材用模具,由壓力機提供加工所需壓力而成形為指定形狀。
2019-10-11 09:11:01
我想學習電子方面的知道,以后再工作中能夠往電控方面發展,求教!
2012-09-06 13:06:09
內壓薄壁圓筒與封頭的強度設計4.1 強度設計的基本知識4.2 內壓薄壁圓筒殼與球殼的遷都設計4.3 內壓圓筒封頭的設計
2009-09-16 17:00:17
;nbsp; 時:6學時 工程實際中,應用較多的是薄壁容器,并且,這些容器的幾何形狀常常是軸對稱的,而且所受到的介質壓力也
2009-09-16 17:00:42
說到電源模塊,我們是不是可以將平時的移動電源模塊話呢,下面給大家分享幾個移動電源方面的設計。1、基于stm8S103的USB移動電源設計該移動電源采用STM8S103F103 TSSOP封裝
2021-07-26 06:29:09
國賽選擇信號類的負責硬件設計方面的要掌握什么基本的知識??
2015-07-15 21:42:01
的環境下,機械加工技術的精密度以及先進行性越來越完善,尤其是綠色加工技術實現了對能源的最大化利用,有效降低了能源浪費現象。例如在切削生產工藝中傳統的模式需要不斷地添加各種潤滑劑等,這樣不僅增加
2018-03-06 09:26:59
使用磨削技術對零部件進行加工之后,無法保證零件表面的粗糙度,很容易在零部件的表面留下加工痕跡,或者在加工過程中對零件表面造成一定的的損壞,想要保證零件可以應用到機械設備的制造中,還需要對其進行
2018-11-15 17:00:28
和通訊方面的要求),主要控制方式是位置、轉矩還是速度方式。供電電源是直流還是交流電源,或電池供電,電壓范圍。據此以確定電機和配用驅動器或控制器的型號。 2,選擇步進電機還是伺服電機系統? 其實,選擇什么樣的
2021-09-17 08:37:16
當為你的下一個設計方案選擇正確的核心處理器件時,你應該考慮哪些因素呢?本文將對MPU和MCU做些對比分析,并以此對器件的選擇給出一些指導性建議和意見。本文引用地址: 每當在為新設計選擇正確合理的器件時,我們可能會有些茫然不知所措。這是需要做正確的平衡處理的事,包括價格,性能,功耗等方面的影響。當然,你可
2021-11-03 07:15:14
是加工鑄鋼件獲得理想的表面粗糙度值的關鍵,而適當的切削深度能使斷屑效果更好,避免切屑對加工表面的二次損傷,如圖3切削模型所示,從而得到光亮的表面質量。④帶修光刃的車刀片將進一步降低表面粗糙度值。另外,我們
2018-10-24 10:18:50
過程進行監控主要考慮以下幾個方面:1.五金模架加工過程監控粗加工主要考慮的是工件表面的多余余量的快速切除。在機床自動加工過程中,根據設定的切削用量,刀具按預定的切削軌跡自動切削。此時操作者應注意通過切削
2019-08-15 11:45:23
)1.數控加工中的最基本問題就是根據所輸入的零件加工程序中有關幾何形狀和的原始數據及其指令,通過相應的插補運算。按一定的關系向各個坐標軸的驅動控制器分配,從而使得驅動工作臺相對主軸的運動軌跡, 以
2021-09-10 07:40:34
在數控銑床切削加工過程中,造成加工誤差的原因很多,刀具徑向跳動帶來的誤差是其中的一個重要因素,它直接影響機床在理想加工條件下所能達到的最小形狀誤差和被加工表面的幾何形狀精度。在實際切削中,刀具的徑向
2019-08-01 07:11:34
,進刀的深度,在切削原理課程中稱為切削加工三要素,如何正確選擇這三個要素是金屬切削原理課程的一個主要內容,我這里想盡可能簡單地介紹一下選擇這三個要素的基本原則:(一)切削速度(線速度、園周速度)V(米
2016-10-13 10:49:58
”、“刃口準備”等。為什么要進行刀具鈍化經普通砂輪或金剛石砂輪刃磨后的刀具刃口,存在程度不同的微觀缺口(即微小崩刃與鋸口)。在切削過程中刀具刃口微觀缺口極易擴展,加快刀具磨損和損壞。現代高速切削加工和自動化
2018-11-27 16:34:01
。 在生產過程中,直接改變原材料(或毛坯)形狀、尺寸和性能,使之變為成品的過程,稱為工藝過程。它是生產過程的主要部分。例如毛坯的鑄造、鍛造和焊接;改變材料性能的熱處理;零件的機械加工等,都屬于工藝過程。工藝
2018-04-02 09:38:25
機械加工工藝分析 1 超精度研磨工藝 速加網機械的加工過程中對于其加工表面的粗糙程度有著嚴格的要求,如在(1~2)cm應保持相同水平的粗糙精度,在傳統的加工工藝中一般采用硅片拋光來達到這一要求。而
2018-11-15 17:55:38
整加工等,另外可替代常規鉆削的孔的加工方法有套料鉆削深孔、加熱鉆孔、激光打孔、電子束打孔、電火花打孔等。零件材料不同、尺寸不用、精度要求不同,選擇的刀具則不同;效率要求不同、量產要求不同、徑直比
2018-12-11 15:47:16
如何減少模具加工缺陷呢?其以下七大措施可減少模具加工缺陷。1、合理選擇和修整砂輪,采用白剛玉的砂輪較好,它的性能硬而脆,且易產生新的切削刃,因此切削力小,磨削熱較小,在粒度上使用中等粒度,如46~60目較好
2022-06-28 12:20:13
模胚加工的整個過程中對模具的要求:1.模胚成型零件的日漸大型化和零件的高生產率要求一模多腔,致使模具日趨大型化,大噸位的大型模具可達100噸,一模幾百腔、上千腔,要求模胚全加工大工作臺、加大y軸z軸
2023-03-28 11:13:53
選擇需要薄壁處理的面,輸入厚度就能完成。通過單擊方向控制按鈕,即可實現內外向偏置。(向內偏置)(向外偏置)2、順序建模下的薄壁首先,將快速建模環境切換至順序建模:在順序建模環境中,可以對零件進行不同厚度
2020-07-16 17:26:23
- 電機控制私享會”上,艾思科技作為STM32的深度合作伙伴,匯集梳理多年電機應用方面的知識、經驗和技巧,為大家總結出下文。1、電機控制方案的分析與選擇在永磁電機的無感控制策略中,主要有兩大類:(1)無感...
2021-08-27 06:39:28
切削理論和振動理論基礎上的新穎的鉆削加工方法。普通鉆削是持續的切削過程,而振動鉆削是脈沖斷續切削過程,在鉆孔過程中通過振動裝置使鉆頭與工件之間產生可控的相對運動。在振動鉆削過程中,當主切削刃與工件不分
2018-09-10 16:50:02
本帖最后由 gk320830 于 2015-3-7 13:10 編輯
線路板焊接方面的基本知識線路板焊接是電子技術的重要組成部分。進行正確的焊點設計和良好的加工工藝(即線路板焊接工藝),是獲得
2013-10-17 11:46:24
線路板焊接方面的基本知識線路板焊接是電子技術的重要組成部分。進行正確的焊點設計和良好的加工工藝(即線路板焊接工藝),是獲得可靠焊接的關鍵因素。所謂“可靠”是指焊點不僅在產品剛生產出來時具有
2013-09-17 10:36:21
各位壇友好! 小弟想請教幾個硬件電路方面的問題,由于是初學者,希望各位大神、前輩們能多多指點! 電路1:我知道這個電源模塊的功能是從外部12V的電源轉換為TTL電平,然后給控制器供電,但我想詳細知道
2018-04-10 13:20:34
請教下PCB加工厚度根據多大的尺寸范圍進行選擇厚度
2019-08-28 05:35:01
金屬材料的工藝性能和切削加工性能的介紹:http://www.gooxian.com/ 1.金屬材料的工藝性能 (1)鑄造性能鑄造性是指澆注鑄件時,材料能充滿比較復雜的鑄型并獲得優質鑄件的能力
2017-08-25 09:36:21
提升。總而言之,要想進一步提高零件的加工精度,首先就必須要從完善機械加工系統設備入手。 找機加,上速加2 生產加工企業應注重培養工作人員的專業素質及各方面綜合能力 現階段,企業生產加工機械零件
2018-11-16 17:23:09
非標模胚加工技巧與細節非標模胚加工辦法:用機械加工辦法加工模具零部件時要充沛思索零件、構造外形、尺寸、精度和運用壽命等方面的不同請求,采用合理的加工辦法和工藝道路。盡可能經過加工設備來保證模具零部件
2019-08-12 14:38:39
機床必需有很高的動、靜剛度,以提高機床的定位精度、跟蹤精度和抗振才能。2.高轉速和大功率高速加工是開展方向,高速銑削在模具加工中已顯現了極大地優越性。為了順應模具型腔曲面的加工,刀具的半徑應小于型腔曲面
2019-08-09 11:52:13
切削用量簡明手冊包括車、鏜、車螺紋、鉆、擴、鉸、端銑、圓柱銑、立銑、滾齒輪與蝸輪和插齒等切削用量選擇,分為車削、孔加工、銑削和齒輪加工四部分。各部分除常用的
2009-03-18 11:07:02 0
0 §3-1 金屬切削變形過程§3-2 切削力的計算§3-3刀具磨損和刀具耐用度§3-4工件材料的切削加工性§2-5切削液的合理選用§2-6刀具的幾何參數與切削用量
2009-03-18 14:40:1758 為提供虛擬的加工環境和驗證工藝設計的正確性,對切削加工過程的計算機仿真方法進行了研究,以OpenGL作為圖形支持系統,用VC++開發了切削加工仿真系統。該系統實現了車、銑
2009-05-11 20:34:1027 中圖儀器cnc加工中心測頭品牌PO系列適用于高精度零件檢測、薄壁零件檢測、模具曲面檢測、大尺寸零件在線測量、大批量在線測量、渦輪葉片檢測等。使用機床測頭,可以輕松實現找正定位、分中、在機測量,提高
2023-03-02 10:35:02
高速切削是當今世界制造業中一項快速發展的高新技術。在現代工業發達國家,高速切削作為一種新的切削加工理念,被愈來愈多的機械工程師所認可。而高速切削所帶來的高切削
2010-07-08 13:36:136 分析和探討了為獲取被加工材料穩定的超精密表面所涉及的幾個關鍵技術問題,包括超精密加工機床、刀具和環境條件對表面的影響以及超高精密表面的分析測試等幾個方面。
2010-09-01 15:04:3515 夾具、刀具的選擇及切削用量的確定
一、夾具的選擇、工件裝夾方法的確定1.夾具的選擇 數控加工對夾具主要有兩大要求:一是夾具應具有足夠的精度和剛度;
2007-12-25 10:05:17 1309
1309 切削三要素:
①切削速度:用V表示,計算公式 V=nπD/(1000×60) (m/s) 式中D—工件待加工面直徑(mm)。n—工件轉速(r/min) ②走刀量:用S表
2009-03-18 11:09:3333183 1、金屬切削機床分類及機床型號的編制按加工方式分為:12大類:車床、鉆床、鏜床、磨床、齒輪加工機床、螺紋加工機床、銑床、刨床、拉床、電加工
2009-03-18 12:27:184173 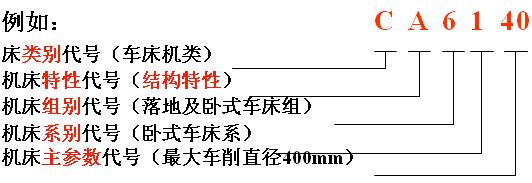
內壓薄壁容器應力測定實驗
一、實驗目的1.測定受內壓的薄壁容器頂蓋和筒體的應力分布,從而通過應力分析了解頂蓋的
2009-05-17 10:24:043807 
的作用。因此合理使用和維護磨削液在加工過程中至關重要。 1. 切削液的作用在加工過程中采用濕式加工,可以大大提高刀具切削能力和使用壽命,提高產品精度,降低廢品率。濕式加工采用切削液的主要優點是1)潤滑作用:切削液可
2017-09-20 14:56:098 影響工件加工精度的因素有很多,比如夾具的安裝、工件的熱變形、刀具的磨損和工件的振動行為等等。本論文著重考慮機械加工的切削三要素對于工件加工精度的影響,并以沈陽機床廠提供的SIEMENS 808D系統
2018-01-26 15:22:172 在由機床、刀具、工件組成的系統上進行切削加工是一個動態過程,有許多因素和參數(如工件毛坯裕量不勻、材料硬度不一、刀具磨損、刀刃積屑瘤、受力變形、切削振動和熱變形等)將使切削過程不能處于最佳狀態,從而
2018-03-16 10:09:002273 
溫度場進行有限元仿真分析,以獲得滾刀前刀面的切削溫度分布情況,實現仿真研究滾齒切削的可能性。然后以最高切削溫度為研究目標,分析進給量、滾刀轉速等工藝參數對滾齒加工過程的影響。最后在滾齒機上展開了干式滾齒切削
2018-03-16 15:48:250 智能建筑中傳感器的正確選用,智能建筑工程中,通常,選用 傳感器 應從以下幾個方面考慮。
2018-04-25 14:53:002361 數控加工中刀具的選擇和切削用量確定是在人機交互狀態下完成,要求編程人員必須掌握刀具選擇和切削用量確定的基本原則,在編程時充分考慮數控加工特點,正確選擇刀刃具及切削用量。
2019-08-24 10:06:4716192 
SMT貼片加工廠中焊膏的種類和規格非常多,即使是同一家SMT貼片加工廠在SMT貼片加工中所使用的焊膏,也有合金成分、顆粒度、黏度、清洗方式等方面的差別,而且價格差異也很大。如何選擇合適的SMT貼片
2020-06-16 15:41:25947 薄壁套筒類零件在加工中總是容易產生變形,出現橢圓或中間小,兩頭大的“腰形”現象,不易保證零件的加工質量。它的裝夾設計往往是被大家討論最多的一個點,下面我們分別來看看車削、銑削上的兩項薄壁件夾具設計實例,它們是怎么來解決變形問題的。
2019-12-01 11:14:086887 
在smt貼片加工過程中,會經常使用到錫膏,但是錫膏有各種不同的類型,這就是需要根據所加工的產品來選用錫膏,下面說說這方面的問題。
2020-03-02 10:58:006606 正確使用切削液的另一個好處是有效地排除切屑,這也有助于刀具壽命的延長。如適當安放切削液的噴嘴,可防止銑刀和鉆頭的排屑槽被切屑堵死或排屑不暢。對于一些大工件的加工,或大進給量的強力切削、磨削,采用二排或多排的冷卻液噴嘴,使之能充分冷卻,有利于提高加工效率,保證加工質量。
2020-09-08 11:22:453477 CNC插銑加工大幅提高切削效率和刀具壽命 在提高金屬切削效率上所取得的許多重大進展,都是刀具制造商、機床制造商和軟件開發商共同努力的結果。插銑(Z軸銑削)加工就是一個很好的例子。 插銑加工時,旋轉
2020-09-08 11:26:274803 一、切削液選擇的一般步驟 切削液的選擇,必須考慮機床、刀具、加工工藝等綜合因素來確定,如圖選擇切削液的步驟。 在根據加工方法、要求精度來選擇切削液之前,設置了安全性、廢液處理等限制項目,通過這些項目
2020-09-27 11:02:051725 鉸削用量的選用 ⑴鉸削余量鉸削余量是留作鉸削加工的切深的大小。通常要進行鉸孔余量比擴孔或鏜孔的余量要小,鉸削余量太大會增大切削壓力而損壞鉸刀,導致加工表面粗糙度。余量過大時可采取粗鉸和精鉸分開
2020-09-27 11:23:3716642 鋁件零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有以下幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。 一、減少加工變形的工藝措施1、降低毛坯
2020-09-27 11:42:315029 在切削過程中,薄壁受切削力的作用,容易產生變形,從而導致出現橢圓或中間小,兩頭大的“腰形”現象。另外薄壁套管由于加工時散熱性差,極易產生熱變形,不易保證零件的加工質量。下圖零件不僅裝夾不方便,而且加工部位也難以加工,需要設計一專用薄壁套管、護軸。
2020-11-02 14:06:552246 
更加穩定,明顯提升系統剛性,從而減少加工表面顫紋。利用UEVC系統研究控制刀尖橢圓軌跡形狀偏轉變化的參數對加工表面刀痕殘余高度和表面質量的影響,并研究不同的切削參數在UEVC切削過程中對加工表面的影響。 測試目的: 利用純正交
2020-12-17 16:52:39676 在用戶應用斷路器鎖的情況下,當然也都期待挑選高品質的產品,可是它的高品質也是有各個方面的包含,那麼它的品質才算是有哪幾個方面的包含呢? 最先便是其在應用之際有很好的輕凈重優點,這類五金鎖具不可以
2021-01-04 16:23:11406 在加工薄壁或者環形工件時 克服工件的變形是首先要面對的難題 選對軟爪的類型和合適的卡盤壓力是關鍵 在相同的卡盤壓力下,扇形軟爪比標準軟爪擁有更大的接觸面積,這意味著工件所受到的壓力更加均勻,而標準
2021-04-05 10:47:003155 
比整體硬鉆要節省材料,并且刀片的一致性更容易控制零件尺寸。 SO,U鉆是你不錯的選擇 ▲U鉆可以在傾斜角小于30~的表面上打孔,而無需降低切削參數。 ▲U鉆的切削參數降低30%后,可實現斷續切削,如加工相交孔、相貫孔、相穿孔。
2021-03-29 13:45:495646 電子發燒友網為你提供切削加工質量與效率,切削用量的選擇資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-09 08:48:4468 電子發燒友網為你提供切削加工質量與效率:已加工表面質量資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-09 08:51:4213 電子發燒友網為你提供金屬切削加工--切削要素資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-11 08:51:2117 電子發燒友網為你提供金屬切削加工 | 切削運動資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-12 08:40:2221 電子發燒友網為你提供切削加工的主要規律 | 切削變形資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-13 08:49:2587 電子發燒友網為你提供切削加工質量與效率:工件材料的切削加工性資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-15 08:40:060 電子發燒友網為你提供切削加工的主要規律:切削熱和切削溫度資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-15 08:40:235 電子發燒友網為你提供切削加工的主要規律:切削力與切削功率資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-15 08:40:597 或鉸切削刃口有毛刺;切削速度過高;進給量不當或加工余量過大;鉸刀主偏角過大;鉸刀彎曲;鉸切削刃口上粘附著切屑瘤;刃磨時鉸切削刃口擺差超差;切削液選擇不合適;安裝鉸刀時錐柄表面油污未擦干凈或錐面有磕碰傷;錐柄的扁尾偏位
2021-04-27 10:37:563626 為獲得300M鋼正交切削加工過程變量,通過以Oley‘s解析加工預測理論為基礎,利用 Labview軟件編寫正交切削仿真算法,并開發正交切削仿真模塊,依據300M鋼的仿真結果分析不冋切削參教對剪切角
2021-04-30 16:34:434 面對日益激烈的市場競爭和不斷降低制造成本的壓力,高速切削加工成為提升制造業競爭力的關鍵點。高速切削加工不同于傳統加工的加工方式。與之相比,高速切削加工主軸轉速高,切削進給速度高,切削量小,但單位
2021-05-17 11:15:062880 的加工路線設置、刀具的選擇和正確安裝、切削量的合理選擇、編程的技巧以及尺寸精度快速控制等幾個方面進行綜合考慮。 一、編程技巧 數控編程是數控加工最基礎的工作,工件加工程序編制的優劣直接影響機床最終的加工精度和
2021-08-12 10:44:474434 隨著數控技術的不斷發展,多軸聯動技術也愈發成熟。分度頭的添置和應用讓四軸加工中心、五軸加工中心越來越頻繁的走進車間。不少朋友對3+2軸是不是五軸加工中心,自已的加工條件應該如何選擇產生疑問。解決這一
2021-08-24 16:58:152416 金屬切削機床是用切削、磨削或特種加工方法加工各種金屬工件,使之獲得所要求的幾何形狀、尺寸精度和表面質量的機床。根據加工方式的不同,金屬切削機床可以分為車床、鏜床、磨床、銑床等。
2021-09-15 15:17:091441 五金模架在找正及程序調試完成之后,就可進入自動加工階段。在自動加工過程中,操作者要對切削的過程進行監控,防止出現非正常切削造成工件質量問題及其它事故。 對切削過程進行監控主要考慮以下幾個方面: 1.
2021-11-11 17:02:25363 在CNC銑削中,可能因切削刀具、刀柄、機床、工件或夾具的局限性而產生振動,會對加工精度、表面質量、加工效率產生一定的不良影響。要減少切削振動,需要考慮相關的因素,以下做了全面的總結,供大家參考。
2022-03-25 09:50:122073 從加工操作流程上看,可以將數控機床加工分為三大模塊:編程、對刀和自動加工。其中,編程和對刀是加工操作的準備性工作,編程是否正確、選擇的切削用量是否合理,對刀參數的輸入是否準確,都會在實際的加工中表現出來。
2022-07-11 09:18:122134 粗加工時,一般以提高生產率為主,但也應考慮經濟性和加工成本;半精加工和精加工時,應在保證加工質量的前提下,兼顧切削效率、經濟性和加工成本。具體數值應根據機床說明書、切削用量手冊,并結合經驗而定。
2022-07-13 15:54:2210433 軸承生產中,磨削加工勞動量約占總勞動量的60%,所用磨床數量也占全部金屬切削機床數量的60%左右。磨削加工成本占整個軸承生產成本的15%以上,因此,磨削加工是軸承生產的關鍵工序。
2022-08-28 11:49:401993 修改預加工的孔徑尺寸;修改余量分配,合理選擇切削用量;減少鉸刀齒數,加大容屑空間或將刀齒間隙磨去一齒。
2022-10-20 16:11:27829 一站式PCBA智造廠家今天為大家講講電路板加工如何選擇PCB板材?電路板加工PCB板組成及其意義。電路板加工的壽命和性能取決于PCB板材的選擇。為了選擇正確的PCB板材,需要了解用于不同電路板類別的材料。了解不同PCB板材的電氣特性和物理特性有助于幫助電路板加工選擇板材。
2022-12-28 09:31:583943 針對鎳鐵合金薄壁零件車削加工出現的問題,從零件材料特性、零件加工易產生變形等方面進行分析,通過改進零件熱處理工藝、設計裝夾夾具及零件裝夾方法,合理選擇刀具材料和刀具角度、切削用量,從而達到減小加工變形、保證零件加工精度的目的。
2023-02-09 09:21:371266 貼片加工廠家方面,電子廠都是十分慎重的。那么,如何選擇PCBA貼片加工廠家呢?下面,深圳PCBA貼片加工廠家將從幾個方面入手為大家說明。 選擇PCBA加工廠家的四大要點 一、顧客體驗 良好的口碑是PCBA貼片加工廠家持續發展的必要因素,在選擇廠家的時候,一定要
2023-03-23 09:10:13992 
? 一、切削刀具的基本分類 按端部幾何形狀分: ? 平底端銑刀 平底R角端銑刀 球頭端銑刀 可轉位鑲嵌式端銑刀 二、切削刀具的基本幾何結構 ? 三、切削刀具的幾何精度 用于精加工的切削刀具,切削
2023-06-15 16:26:27795 
一、概述
為解決微型零部件加工精度問題,速科德kasite創新推出了「Micro Cutting Center微型精密切削中心」,可滿足±0.1μm的金屬、非金屬
2021-02-20 09:37:22741 
切削加工是指用切削工具把坯料或工件上多余的材料層切去成為切屑,使工件獲得規定的幾何形狀、尺寸和表面質量的加工方法,是典型的機械加工之一。不能切削加工的材料如陶瓷一般易碎的脆性高的材料;像橡膠那樣
2023-04-12 15:59:02573 
為實現薄壁件銑削過程中的顫振抑制,本文選擇典型的懸臂式 T 型板作為銑削振動抑制試驗的控制對象,開發了基于磁流變阻尼的薄壁件振動控制系統。薄壁件振動控制系統包括硬件部分與軟件部分,S-ADRC
2023-07-14 10:13:45224 
實驗名稱:功率放大器基于磁流變阻尼調控的薄壁件加工抑振研究研究方向:機械加工實驗設備:功率ATA-304功率放大器、磁流變阻尼抑振設備、電渦流傳感器、數據采集卡、上位機(筆記本)、S-ADRC控制器
2023-07-31 22:08:22335 
應指出,采用氮冷卻或二氧化碳冷卻進行輔助的切削是一種干式加工,這種干式冷卻不僅能冷卻刀具、有助快速斷屑和延長刀具壽命外,仍具有干切削加工所具有的眾多經濟、技術和生態效益。如圖2。
2023-08-07 15:49:05211 
電子發燒友網站提供《工業機器人在機械加工方面的應用.pdf》資料免費下載
2023-11-03 10:39:560
 電子發燒友App
電子發燒友App









 工商網監
工商網監
評論