 電子發燒友App
電子發燒友App


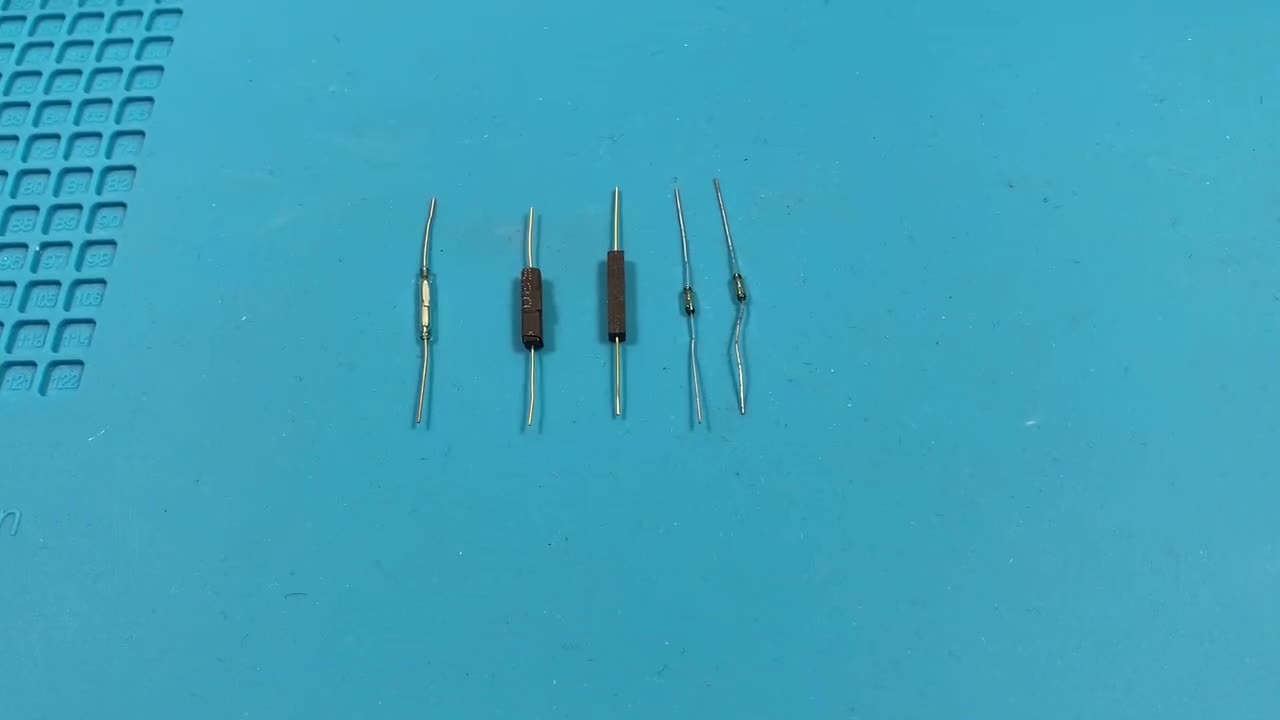
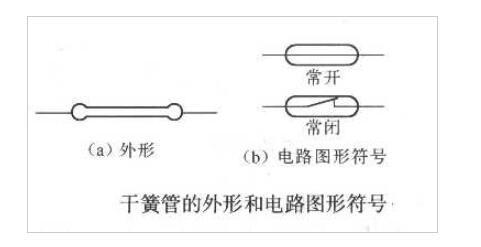
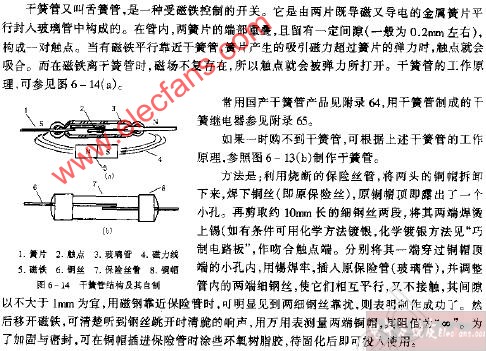
干簧管安裝
干簧管的安裝及焊接:
1. 干簧管遇高溫時間過長可能會導致玻璃與金屬密封處裂開及泄露,因此必須采取快速及可靠的焊接技術,建議的焊接條件為:手焊:280 ~ 300℃;自動焊接:250 ~ 300℃。
2. 干簧管焊接時,焊接的電流所產生的磁場效應,能使干簧管開關動作導致觸點損壞,因此焊接時,必須采取適當的保護措施。
3. 不得同時焊接干簧管兩端的引線腳。
4. 干簧管安裝及焊接到PCB板時需注意PCB板的變形及熱膨脹特性,其應力亦可能會損傷干簧管的玻璃與金屬密封。
5. 當PCB板上安裝干簧管時,建議PCB板與干簧管間需保持適當的間距,或將干簧管插入PCB板的孔位中。
同時,所有加工好的干簧管產品,最后都要進行100%的檢測,以便檢查干簧管加工過程中是否產生了不良,典型的檢測包括:吸合值、斷開值、接觸電阻、切換電壓、切換電流、耐壓等,更加復雜的檢測包括氣密性測試。
干簧管使用注意事項
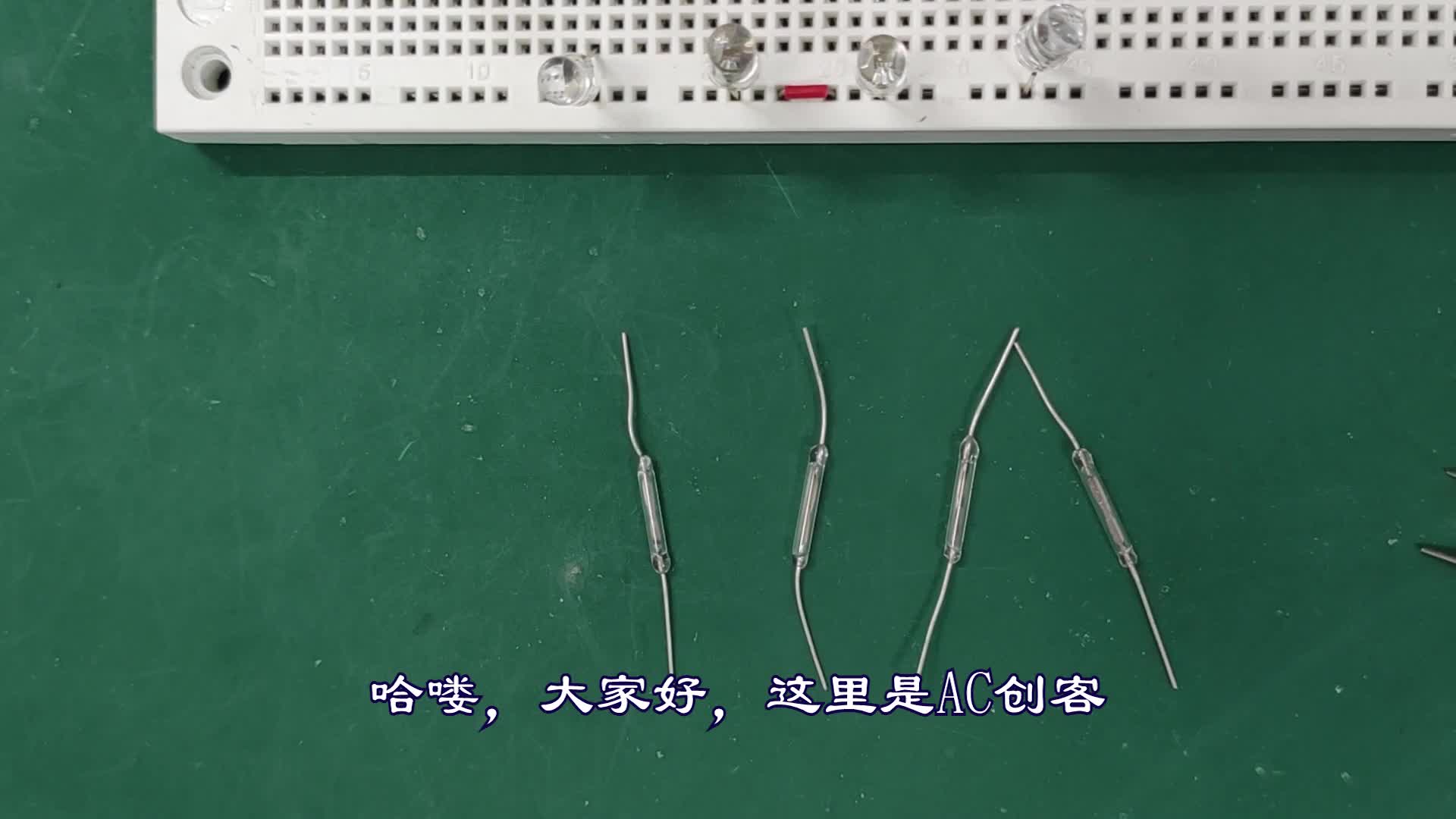
引線腳成型(剪切或彎曲)
剪切或彎曲干簧管的引線腳時必須極度小心,以免施加不適當的應力而使玻璃-金屬密封受到損毀。適當的夾緊工具是必須使用的引腳線的剪切或彎曲時與玻璃封殼末端的建議距離為,(玻璃封殼長度9~20mm)最小3mm,大型干簧管(玻璃封殼長度30mm以上)最小8mm。由于外部引線角剪短,啟動及釋放AT(安培匝數)值將增加,設計時請考慮該因素。相似地,外部引線腳地彎曲亦將增加AT值。
沖擊及震動
當干簧管從30cm以上的高出跌落一硬表面(地面)時,其電氣特性(啟動、釋放等)將被改變。在一干簧管跌落后,以及在實際使用前,檢查并確保其特性仍處于可接受的極限以內。這一措施亦適用于干簧管被施加了拉伸應力或扭曲應力的情況。不準將干簧管用于比其規定諧振頻率以上的場合。
磁安裝(焊接及錫焊)
當焊接干簧管引腳線時,焊接電流產生的電磁場能使開關工作,從而引起觸點損壞。焊接時必須采取特別的保護措施,考慮焊接電流、電壓及時間。千萬不要同時焊接干簧管的兩只引腳線。
當安裝到印刷電路板(PCB)上時必須注意PCB板的變形及熱膨脹特性,由這些因素引致的應力亦可能損傷干簧管的玻璃-金屬密封。當在PCB板上安裝干簧管時,建議形成引線角并在PCB板與干簧管之間留下適當空間,或者將干簧管插入PCB板種的開口。
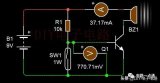
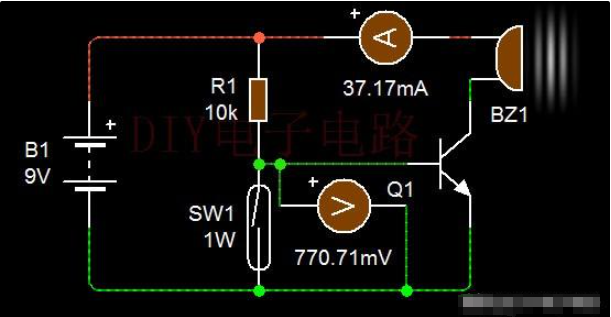
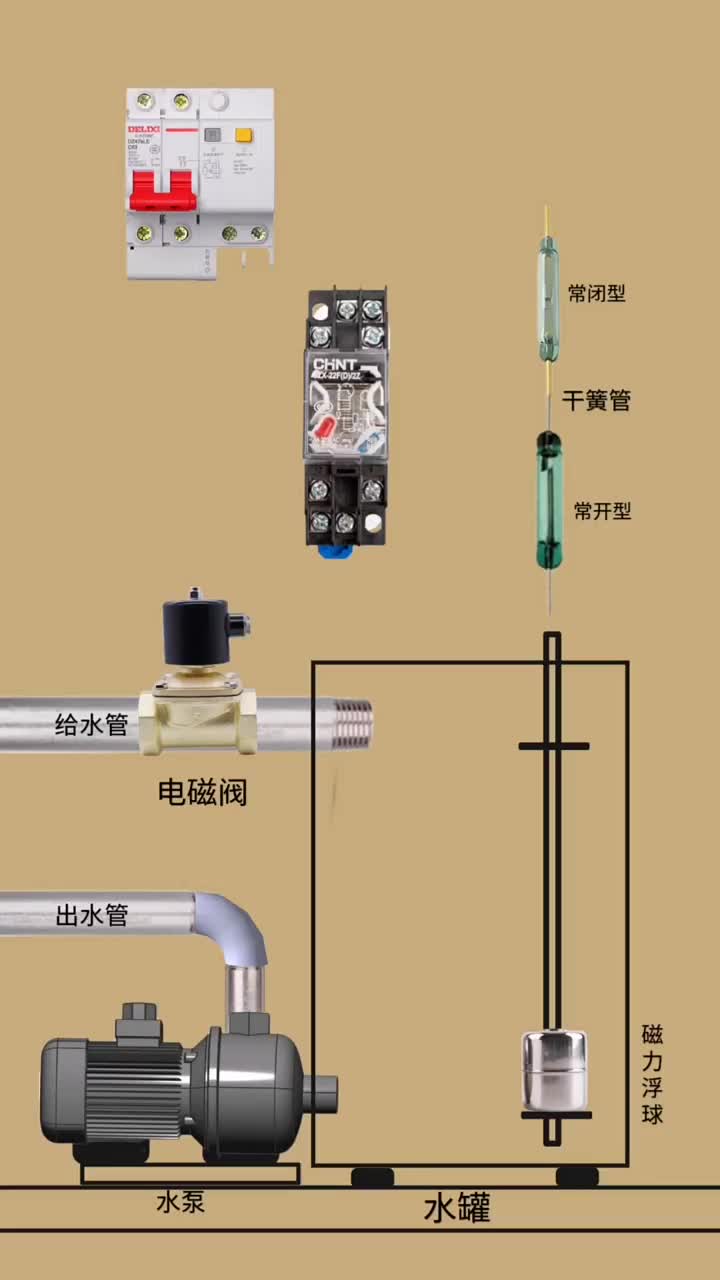
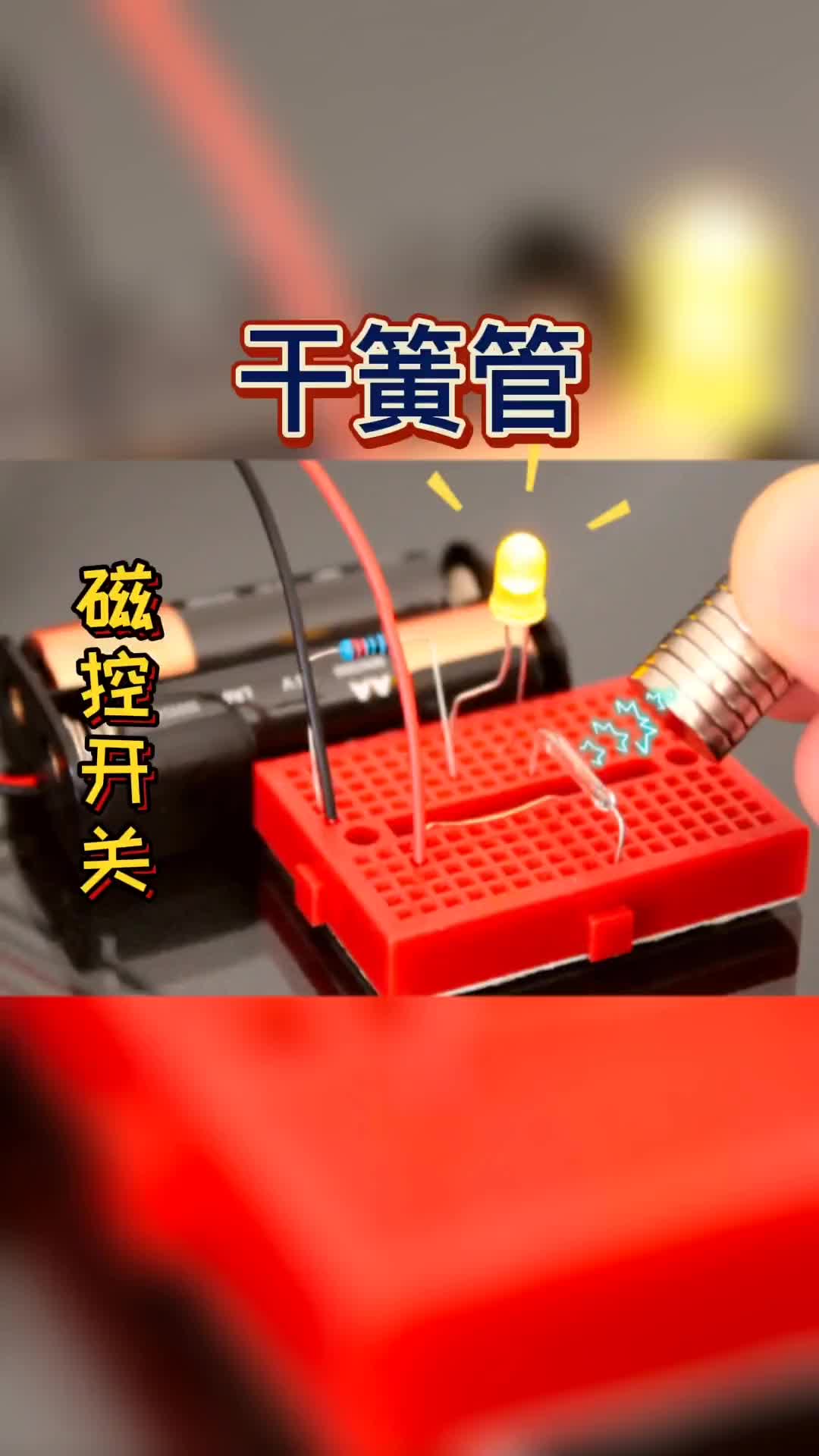
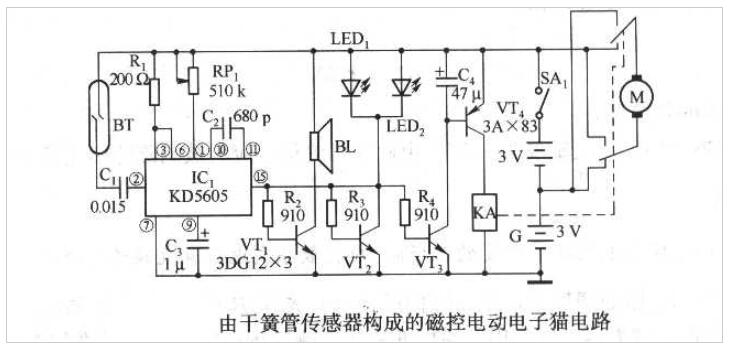
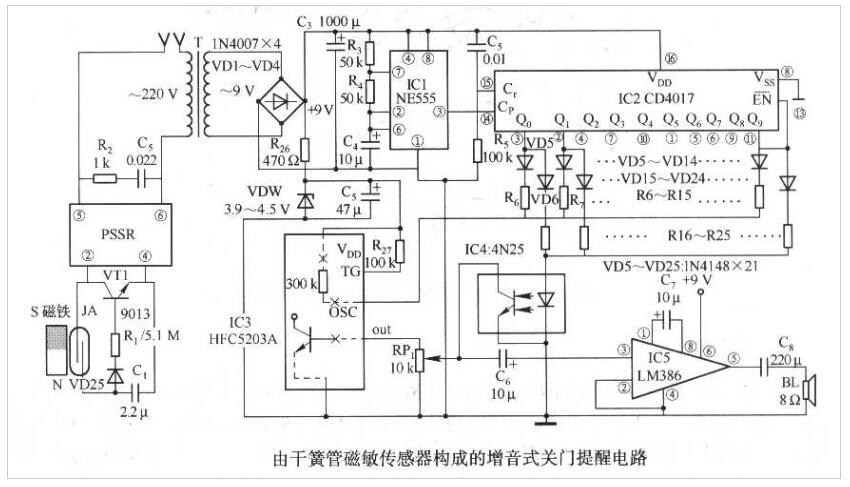
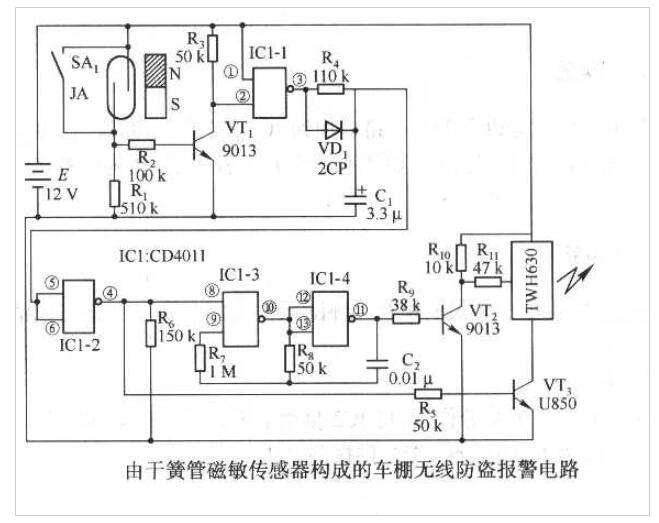
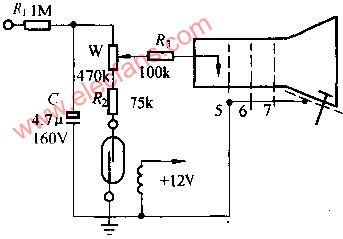
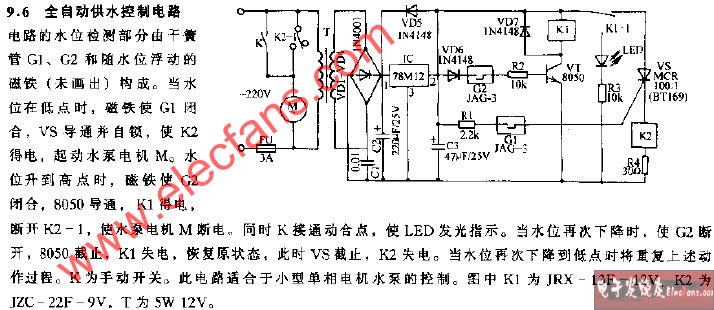
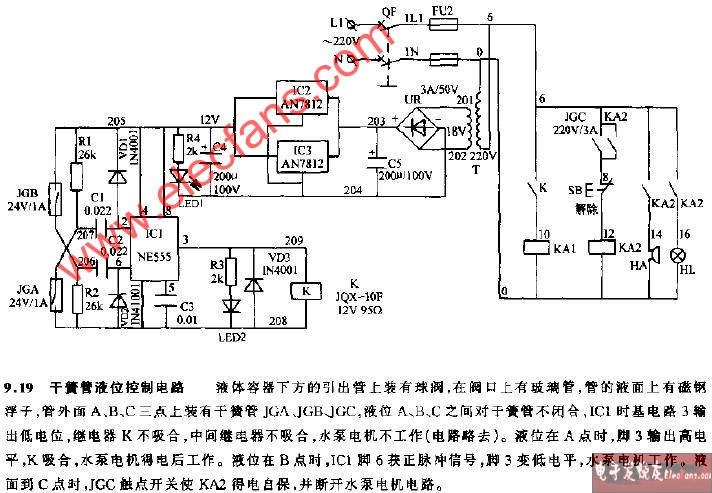
干簧管的應用電路
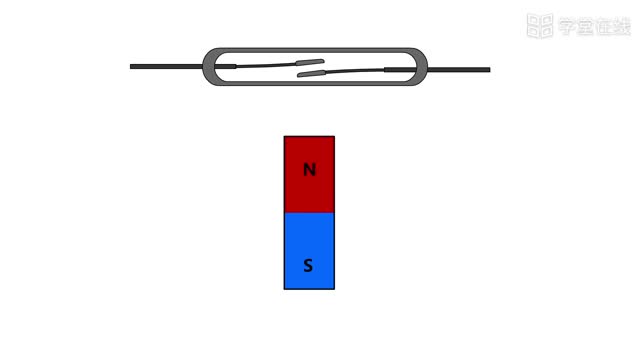
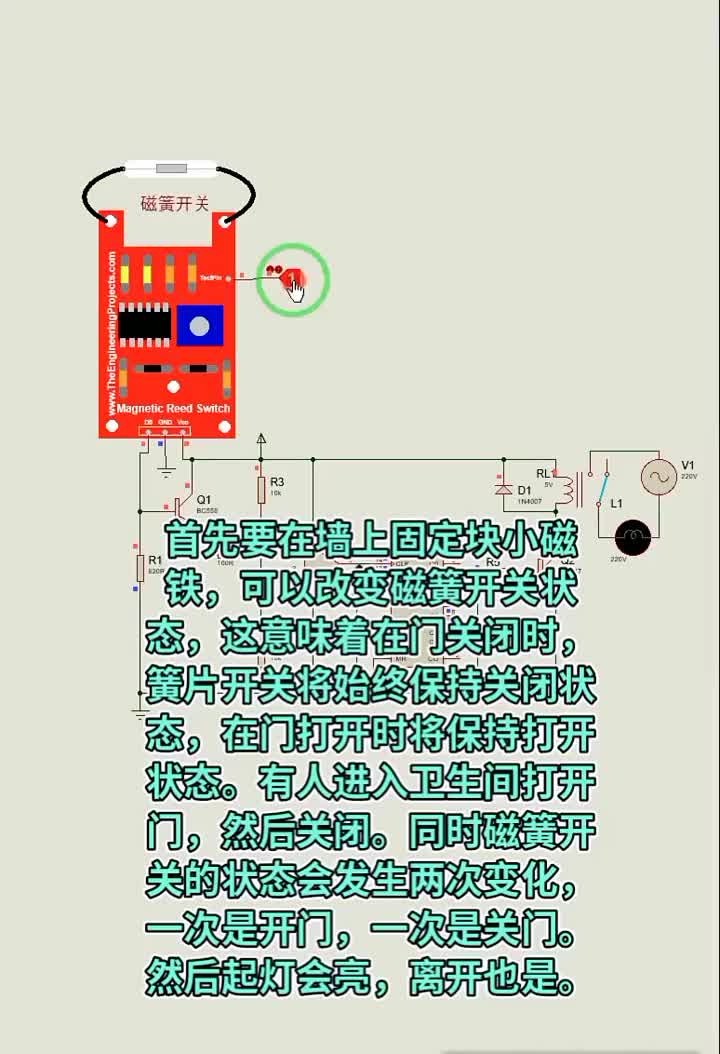
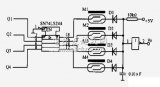
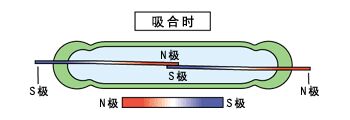
圖是一個簡易的門窗防撬報警電路。圖中使用了3個干簧管;其中兩個用于窗1和窗2的防撬,另一個用于門的防撬。干簧管安置在門框和窗框中,永久磁鐵安裝在門及窗上,它們之間的距離在5mm左右。當門窗關閉時,3個干簧管的接點在永久磁鐵的作用下吸合,半導體管VT的基極與發射極被干簧管的接點短接,VT截止,蜂鳴器不發聲。當門窗被撬開時,干簧管由吸合變為釋放狀態,VT由R提供基極電流而導通,蜂鳴器發出報警聲響。
由于三個干簧管是串接的,所以任一門窗被撬開時都能發出報警聲響。也可以用電磁繼電器代替蜂鳴器,由繼電器的觸點來控制多樣的報警方式。

























 工商網監
工商網監
評論