 電阻焊接原理與電阻點焊過程四個階段
電阻焊接原理與電阻點焊過程四個階段
電阻焊雖然具有勞動條件好,不需另加焊接材料,操作簡便,易實現機械化等優點;但也受到耗電量大、電極棒更換、被焊材料導電性能、適用的接頭形式、以及可焊工件厚度(或斷面尺寸)等因素的限制。
在動力電池的成組工藝中,電阻焊作為一種比較成熟的工藝,被在一些場合應用,比如單體與母排的焊接,電池極耳與并聯導電條的連接等等。由于設備簡單,成本較低,在電池行業發展早期,應用比較多。雖然近年有逐步被更先進的激光焊接和超聲焊接替代的趨勢……不管怎樣,整理一份資料,了解一下這位成型工藝界的前輩。
電阻焊雖然具有勞動條件好,不需另加焊接材料,操作簡便,易實現機械化等優點;但也受到耗電量大、電極棒更換、被焊材料導電性能、適用的接頭形式、以及可焊工件厚度(或斷面尺寸)等因素的限制。
電阻焊接原理
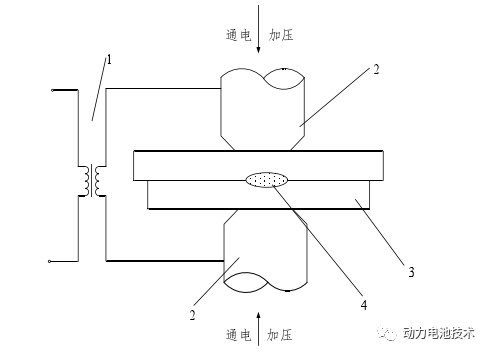
電阻焊(resistance welding)是把工件置于一定的電極力夾緊間,然后利用接電流通過件所析出的電阻熱使被材料熔化,待冷卻后形成可靠點的接方法。
電阻焊基本形式如下圖所示,將即將接的材料 3 夾緊于兩電極 2 之間,在施加一定的接壓力后,接變壓器 1 在接區釋放較大的電流,并持續一定的時間,直到件的接觸面間出現了真實的接觸點后,再繼續加大接電流讓熔核持續地生長,此時接材料接觸位置的原子不斷被激活后形成熔化核心 4。
最后接變壓器停止通電,被融化件材料遇冷凝固為點。利用電流流經工件接觸面及鄰近區域產生的電阻熱效應將其加熱到熔化或塑性狀態,使之形成金屬結合的一種方法。電阻焊方法主要有四種,即點、縫、凸、對。
電阻焊點的熱源是電流通過接區產生的電阻熱。電阻焊點時,電流通過件產生的熱量可由下式確定:
Q=I^2Rt
Q——產生的熱量(J);
I——接電流(A);
R——兩電極之間的電阻(Ω);
T——通電時間(s)。
上述公式表明決定電阻焊接的熱量是焊接電流、兩電極之間的電阻及通電時間三大因素。但其中熱量的大部分是用來形成點焊的焊點,而少部分卻分散流失于焊點周圍的金屬中。形成一定焊點所需的電流與通電時間有關,若通電時間很短,則點焊時所需的電流將增大。
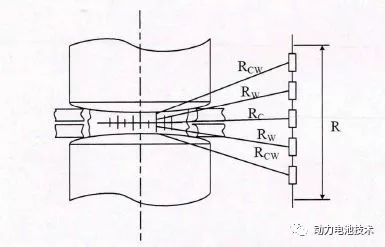
兩電極之間的電阻R隨電阻焊方法的不同而不同,電阻點焊的電阻R是由兩焊件的內部電阻Rw、兩焊件之間的接觸電阻Rc和電極與焊件之間的接觸電阻Rcw組成。
電阻焊基本分類:
電阻焊分為點焊、縫焊、凸焊和對焊。其中點焊是應用較廣的方式。
點焊,是利用柱狀電極加壓通電,在搭接工件接觸面成一個點的接方法。后面會有詳細內容。
縫焊,焊件裝配成搭接并置于兩滾輪電極之間,滾輪加壓焊件并轉動,連續或斷續送電,形成一條連續焊縫的電阻焊方法,稱為縫焊。縫焊主要用于焊接焊縫較為規則、要求密封的結構。
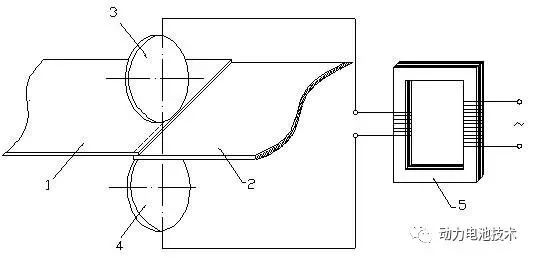
1-上焊件;2-下焊件;3-上電極;4-下電極;5-焊機電源
凸焊,在一個工件上有預制的凸點,凸焊時一次可在接頭處形成一個或多個熔核。凸焊是點焊的一種變型形式。
對焊,是使焊件沿整個接觸面焊合的電阻焊方法。除了電阻對焊,相關的還有閃光對焊。
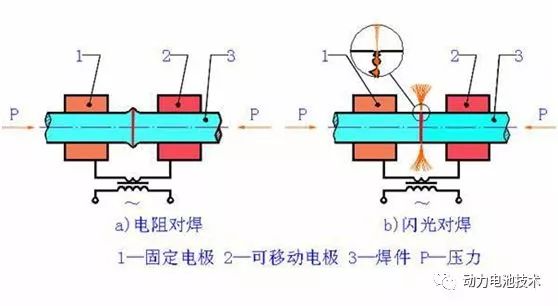
電阻對焊:將焊件裝配成對接接頭,使其端面緊密接觸,利用電阻熱加熱至塑性狀態,然后斷電并迅速施加頂鍛力完成焊接的方法。電阻對焊主要用于截面簡單和強度要求不太高的焊件。
閃光對焊:將焊件裝配成對接接頭,接通電源,使其端面逐漸移近達到局部接觸,利用電阻熱加熱這些接觸點,在大電流作用下,產生閃光,使端面金屬熔化,直至端部在一定深度范圍內達到預定溫度時,斷電并迅速施加頂鍛力完成焊接的方法。
電阻點焊過程四個階段
點焊時,先加壓使兩個工件緊密接觸,然后接通電流。電流流過所產生的電阻熱使局部金屬被熔化形成液態熔核。斷電后,繼續保持壓力或加大壓力,使熔核在壓力下凝固結晶,形成組織致密的點。焊完一個點后,電極(或工件)將移至另一點進行焊接。
當焊接下一個點時,有一部分電流會流經已焊好的點,稱為分流現象。分流將使焊接處電流減小,影響焊接質量,因此兩個相鄰點之間應有一定距離。影響焊點質量的主要因素有接電流、通電時間、電極壓力和工件表面清理情況等。點焊主要適用于薄板件,每次一個點或一次多個點。
通常,電阻點焊過程是由預壓、接、維持和休止四個階段所組成的,接時間、接電流以及電極電壓是其基本參數。如下圖所示為點過程中四個基本階段的時序圖。
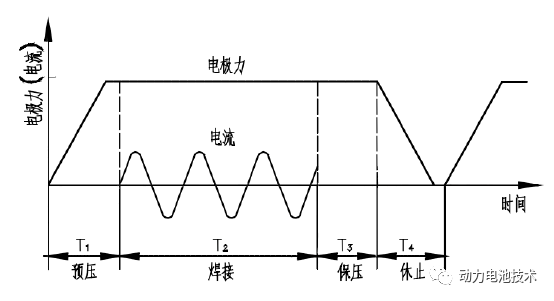
預壓階段:此階段主要完成了電極力的施加,在電極與件接觸后,保持恒定的電極壓力加持,以確保電流通道在通電過程中保持穩定,因此預壓階段需要有一定持續時間。
焊接階段:此階段作為熔核成型主要階段,要求有效的接電流保持基本不變,或在小范圍內浮動變化。在此階段,焊區的溫度分布經過非常復雜的變化之后逐漸穩定下來。
起初時,件間輸入熱量遠大于消散熱量,因此焊接區溫度快速攀升,同時形成高溫連接區,由于此時外部空氣與焊接中心的熔化件處于阻隔狀態,因此焊件材料的不會與空氣發生氧化反應。一定時間后,熔化區區域變大,其塑性環也跟隨變大,直到輸入熱量與散失熱量達到平衡穩定狀態。
維持階段,此階段中電極還是保持和前兩個階段相同的狀態,只是此時不再有接電流通過。此階段主要是完成熔核中熱量的消散,以冷卻形成可靠點。
休止階段:此階段電流大小和電極壓力均為零。在電極回升的同時,移開被焊物體,開始準備下一個焊接過程。
點焊電極常見布置方式
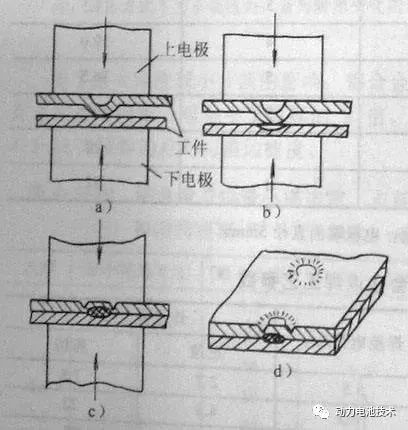
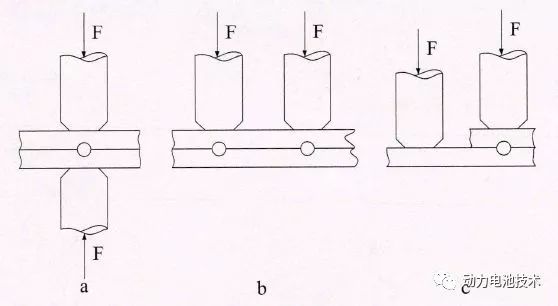
點焊按電極與被焊接材料的接觸方式不同可分為:上下對碰法、平行間接法、平行法三類。下圖所示為不同接觸方式的點焊示意圖。
圖a所示為上下對碰法,所有的通用點焊機均采用這個方法。它從焊件上、下兩側饋電,適用于小型零件和大型零件周邊各焊點的爆接。
圖b所示為平行法,從一側饋電時盡可能同時焊兩點以提高生產效率。單面饋電會存在分流現象,當點焊間距過小時將無法焊接。有些情況,可在工件下面加設銅墊板,以降低通路的電阻,從而減輕分流;若設計允許,在焊件的上層板兩焊點之間沖一窄長缺口,便可使分流電流大幅下降。
圖c所示為平行間接法,在焊件單側饋電,當零件一側電極的可達性很差或零件較大、二次回路又過長時可采用這一方式。此方法的缺點是存在分流,為減輕分流可在另一側加設銅墊并作為單作用支點。
點焊參數對焊接效果的影響
影響動力電池組點焊質量的因素有很多,電阻點焊的兩電極之間的電阻、點焊過程中的電流分流、焊接電流、焊接時間、電極壓力和焊接電源方式的選擇等均會對點焊的質量產生一定的影響。在這之中焊接電流、焊接時間、電極壓力與焊接電源方式的選擇是影響點焊質量的最大影響因素。
焊接電流,可以通過以下途徑對點焊的加熱過程產生影響:
一是調節焊接電流有效值的大小,可使內部電源的熱量發生顯著變化;
二是由于點焊時在兩焊件接觸點處會出現電流集中收縮,導致該處集中加熱,首先出現塑性連接區,形成點焊時的不均發熱過程,為改變這種不利因素,可選擇不同的焊接電流波形、改變電極形狀和端面尺寸等,都可改變電流場的形態,并控制電流的密度分布,以達到控制溶核形狀及位置的目的。
隨著焊接電流的增大,所產生的電阻熱增多,與之相應的點焊溶核和接頭的抗剪強度獲得提高。但若焊接電流過大,反而會導致母材過熱,甚至會使電極端面損耗加重。
通電時間,點焊時,電流通過兩電極所產生的熱量,一部分用于加熱焊接區形成焊點,稱為有效熱量,對于一定的焊件材料和一定的焊接區金屬體積的情況下,這部分的熱量是一定的,它與加熱時間的長短無關;另一部分則在加熱的同時,被傳到電極、焊接區周圍冷金屬和空氣中,稱之為損失熱量,它是隨著時間的延長而增加的。
如果瞬時地進行焊接,那么損失熱量將等于零,總熱量等于有效熱量。所以要增加總熱量時,不能采用任意延長焊接時間的方法。
電極壓力,首先,電極壓力對兩電極間的總電阻影響顯著,從而影響點焊過程中焊接熱量的多少。其次,電極壓力對焊接接頭的散熱性能有很大影響。當采用過小的電極壓力時,兩電極之間的電阻增大,產生了更多的焊接熱量,而此時焊接接頭的散熱性較差,易引發前期飛濺;
當電極壓力過大時,兩電極之間電阻較小,電流密度減小,導致焊接熱量不足,而且接頭散熱量好轉,這些都導致溶核尺寸變小,焊透率下降,嚴重時造成虛焊。在選擇電極壓力時,應選擇不產生飛濺時的最小電極壓力,即節能又能保證焊接質量。
焊接電源,電阻點焊設備通常由主電源,控制裝置及機械裝置三個主要部分構成。其中,焊接主電源作為其中最重要的一部分,選擇符合需要的可控制的焊接電源是確保焊接質量的關鍵。
交流式焊接電源是利用變壓原理將由交流380V電網的輸入經變壓后得到低電壓的大電流。交流式焊接電源是所有的電阻焊電源中應用最廣泛的一種。其通用性強、經濟、易控制、維護簡單,被廣泛用于碳素鋼、奧氏體不銹鋼等電阻率較高材料的點焊。
但是,其功率因素低,僅為0.4-0.5;對電網沖擊較大,可能會影響其他用電設備的正常使用;其焊接時最短放電時間為1/2波,即0.01s,不能實現對爆接的精確控制,不適合特殊材料的高標準焊接。
逆變式焊接電源,工作原理是先將輸入的三相交流電整流成直流電,經濾波后得到的波動較小的直流電,然后由IGBT將直流電逆變為中頻交流電輸入到變壓器,再經降壓整流獲得的直流電供到電極對工件進行焊接。
逆變式焊接電源具有以下優勢:逆變系統受供電系統影響很小,三相負載平衡,對焊接電流的控制和測量精度都得到了很大提髙;只是交流式焊接電源的1/3的質量和體積,輕便快捷;使用直流電進行焊接,沒有過零現象,熱效率得到大大提高,而且比較節能。因此,逆變式焊接電源在高速自動化的生產中得到了廣泛應用。
另外還有兩種常見電源,次級整流式焊接電源是在交流式焊接電源的基礎上加入整流器進行改進得來的,溫升快,且焊接質量更加穩定;焊接通用性很強,可用于焊接各類金屬材料,且能獲得比交流式電源更好的焊接效果。電容儲能式電源是利用電容器的儲能作用,開始電容器從電網中吸收能量,當焊接工件時,電容器在短時內完成放電,經變壓器變壓后向被焊工件放電。目前小功率的電容儲能式焊機得到了大范圍使用。
電阻焊常見接問題
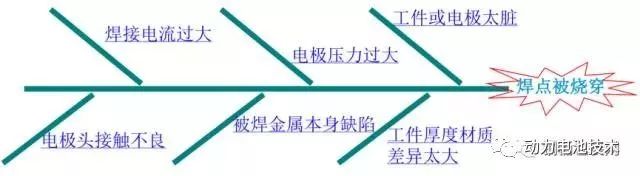
焊點被燒穿:
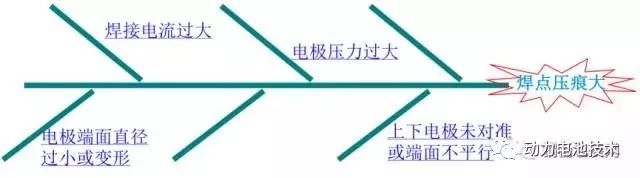
焊點壓痕過大:
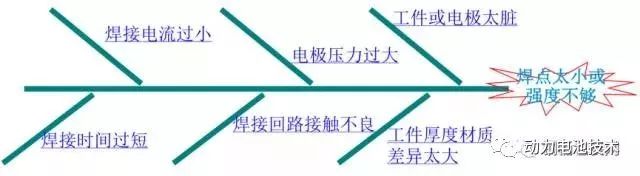
焊點太小或強度不夠:
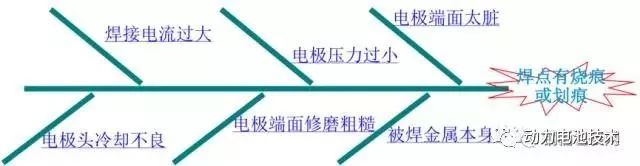
焊點有燒痕或劃痕:
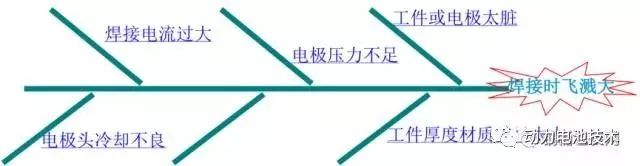
焊接時飛濺大:
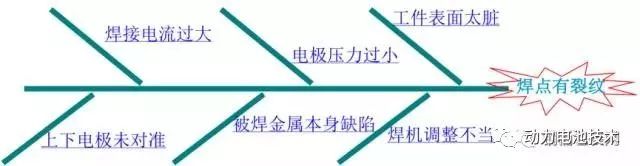
焊點有裂紋:
案例,圓柱模組母排連接
馬聰在他的論文《電動汽車動力電池組的點工藝研究》中,介紹了一種圓柱形電池模組焊接相關研究成果。
某型號新能源電動汽車動力系統所使用的動力電池組,該電池組由若干個鍍鎳鋼帶殼體18650單體鋰離子電池組成,經鍍鎳連接片串并聯后向電動汽車供電。電池連接片的厚度0.2mm,鋰離子電池外殼的厚度為0.25mm,兩者都為薄板。動力電池外殼所用的鍍鎳深沖鋼帶鍍鎳層,要求鍍鎳層厚度為3-10μm。
評定材料的點焊可焊性的指標有:材料的導電性和導熱性能,材料電導率小而且熱導率越大的金屬材料其點焊的焊接性越差;材料的高溫強度和可塑性區間溫度范圍,高溫屈服強度大、塑性溫度區間窄的材料其焊接性能差;材料與電極粘損傾向,易與電極發生粘附的材料,點焊性較差;材料的熱敏感性,易產生與熱循環作用有關缺陷的材料其點焊性較差。
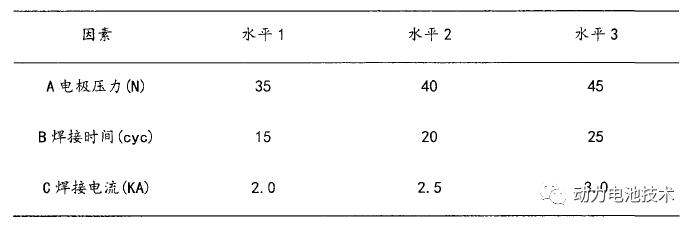
影響接質量的主要參數包括電極壓力,接時間,接電流三個。有研究針對其影響力的大小進行對比,結果發現:
1)對接接頭的影響大小依次為接電流>接時間>電極壓力。即接電流I 對接接頭的抗拉強度影響最大,其次是接時間t,再其次是電極壓力p。(2)獲得良好接接頭的組合是A1B2C3,即接電極壓力最小,接時間中等,接電流最大的形式。
-
動力電池
+關注
關注
113文章
4549瀏覽量
77932 -
電阻
+關注
關注
86文章
5561瀏覽量
172732 -
焊接
+關注
關注
38文章
3228瀏覽量
60121
原文標題:【譽辰自動化·透視】一文看懂動力電池成組工藝之電阻焊
文章出處:【微信號:gh_a6b91417f850,微信公眾號:高工鋰電技術與應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
微型零件精密電阻點焊電源技術探討
電阻點焊過程數值模擬與仿真分析的關鍵技術介紹
點焊電極在焊接中需要注意哪些因素呢?
電阻點焊的原理
解析連接器制造過程的四個階段
檢測熱敏電阻故障的四個方法
電阻氣動加壓點焊機 鋼筋網片焊接點焊機生產廠家

電阻點焊熱量智能控制技術研究進展

智能監控下的點焊電阻設備優化與應用





 工商網監
工商網監
評論