") 根據(jù)反應(yīng)爐加熱工藝過程,編制PLC控制程序,并畫出I/0電氣接口圖
根據(jù)反應(yīng)爐加熱工藝過程,編制PLC控制程序,并畫出I/0電氣接口圖
加熱爐溫度控制系統(tǒng)是比較常見和典型的過程控制系統(tǒng),加熱反應(yīng)爐整體由四個閥:排氣閥、進(jìn)料閥、氮氣閥、泄放閥,四個傳感器:壓力傳感器、溫度傳感器、上液面?zhèn)鞲衅鳌⑾乱好鎮(zhèn)鞲衅鳎仩t,加熱器及加熱接觸器等組成。加熱反應(yīng)爐是工業(yè)生產(chǎn)中常用的重要設(shè)備,過去僅依靠人工進(jìn)行操作,往往存在送料、溫度、壓力等條件變化不能有效控制的問題,產(chǎn)品質(zhì)量不穩(wěn)定,造成原料浪費,給企業(yè)帶來經(jīng)濟(jì)損失。因此可編程序控制器PLC以其可靠性高、功能強(qiáng)、控制靈活等特點,且編程簡單,使用方便已成為目前工業(yè)現(xiàn)場的首選控制裝置。使用自動控制系統(tǒng)能有效的提高生產(chǎn)的安全性,大大降低了事故的發(fā)生率,并能提高生產(chǎn)效率,使原材料的使用率達(dá)到最大。在系統(tǒng)中,硬件上采用技術(shù)比較的成熟的可編程邏輯控制器,開發(fā)上采用了PLC的開關(guān)量和模擬量輸入模塊,實現(xiàn)對模擬量的采集;方法上運用的是過程控制中常用的反饋與串級控制方法,保證了系統(tǒng)的穩(wěn)定性和安全性。

設(shè)計任務(wù)和要求
1.根據(jù)上述加熱反應(yīng)爐加熱工藝過程,編制PLC控制程序,并畫出I/0電氣接口圖。
2.調(diào)試程序,模擬運行。
設(shè)計方案
1.工藝過程和控制要求
1.送料控制
①檢測下液面SQ2、爐內(nèi)溫度ST、爐內(nèi)壓力SP是否都小于給定值(整定值均為邏輯量)。
②若是小于給定值,則開啟排氣閥YVl和進(jìn)料閥YV2。
③當(dāng)液位上升到上液面SQl時,應(yīng)關(guān)閉排氣閥YVl和進(jìn)料閥YV2。
④延時20s,開啟氮氣閥YV3,氮氣進(jìn)人反應(yīng)爐,爐內(nèi)壓力上升。
⑤當(dāng)壓力上升到給定值時,即SP=“1”時,關(guān)閉氮氣閥。
2.加熱反應(yīng)控制
①交流接觸器KM帶電,接通加熱爐發(fā)熱器EH的電源。
②當(dāng)溫度升高到給定值時(ST:“1”),切斷加熱器電源,交流接觸器KM失電o
③延時10min加熱過程結(jié)束。
3.泄放控制
①打開排氣閥,使?fàn)t內(nèi)壓力降到預(yù)定的最低值(SP:“0”)。
②打開泄氣閥,當(dāng)爐內(nèi)溶液降到下液面(SQ2=“0”)時,關(guān)閉泄放閥和排氣閥。系統(tǒng)恢復(fù)到原始狀態(tài),準(zhǔn)備進(jìn)入下一循環(huán)。
2 .加熱反應(yīng)爐工作原理
加熱反應(yīng)爐溫度控制系統(tǒng)基本構(gòu)成如下圖所示,它由PLC主控系統(tǒng)、固態(tài)繼電器、加熱爐、溫度傳感器等4個部分組成。
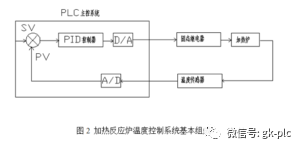
加熱爐溫度控制實現(xiàn)過程是:首先溫度傳感器將加熱爐的溫度轉(zhuǎn)化為電壓信號,PLC主控系統(tǒng)內(nèi)部的A/D將送進(jìn)來的電壓信號轉(zhuǎn)化PLC可識別的數(shù)字量,然后PLC將系統(tǒng)給定的溫度值與反饋回來的溫度值進(jìn)行比較并經(jīng)過PID運算處理后,給固態(tài)繼電器輸入端一個控制信號控制固態(tài)繼電器的輸出端導(dǎo)通與否從而使加熱爐開始加熱或停止加熱。
3 .加熱反應(yīng)爐的輸入輸出設(shè)備表:
根據(jù)加熱反應(yīng)爐自動控制系統(tǒng)的要求,需要 6 個輸入點,5 個輸出點,共 11 個I/O 點。
| 輸入設(shè)備 | 輸出設(shè)備 |
| 啟動按鈕 | 加熱接觸器 |
| 停止按鈕 | 排氣閥 |
| 上液面感應(yīng)器 | 進(jìn)料閥 |
| 下液面感應(yīng)器 | 氮氣閥 |
| 壓力感應(yīng)器 | 泄放閥 |
| 溫度感應(yīng)器 |
表1
4 . I、O地址表:
加熱反應(yīng)爐的輸入信號共有6個,輸出信號共有5個,均為開關(guān)量,其輸入輸出地址編排表如下圖所示。
| 變量: | X1 | X2 | X3 | X4 | Y1 | Y2 | Y3 | Y4 | Y5 | T0 | T1 | SB1 | SB2 | K |
| 初值: | 0 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 | 0 |
| 類型: | 開關(guān)量輸入 | 開關(guān)量輸入 | 開關(guān)量輸入 | 開關(guān)量輸入 | 開關(guān)量輸出 | 開關(guān)量輸出 | 開關(guān)量輸出 | 開關(guān)量輸出 | 開關(guān)量輸出 | 開關(guān)量輸入 | 開關(guān)量輸入 | 開關(guān)量輸入 | 開光量輸入 | 數(shù)值 |
| 功能: | 下液面檢測 | 爐內(nèi)溫度 | 上液面檢測 | 爐內(nèi)壓力 | 排氣閥 | 進(jìn)料閥 | 氮氣閥 | 泄放閥 | 加熱爐電源 | 定時器時間到 | 定時器啟動 | 啟動按鈕 | 啟動按鈕 | 定時器時間 |
表2
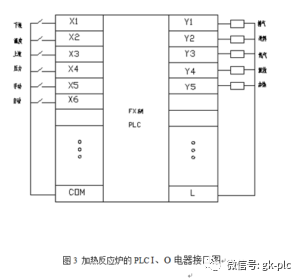
5 .I、O電器接口圖:
根據(jù)I、O地址編排表,其I、O電器接口圖如下圖所示。
6 .控制流程圖:
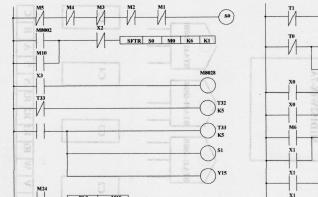
由加熱反應(yīng)爐控制系統(tǒng)實現(xiàn)的功能,結(jié)合 PLC 可以設(shè)計如圖所示的系統(tǒng)控制流程。按下啟動按鈕SB1后,系統(tǒng)運行;按下停止按鈕 SB2 后,系統(tǒng)停止。
第一階段:送料控制,檢測下液面 SL1, 爐內(nèi)溫度ST, 爐內(nèi)壓力SP是否小于給定值(都為“0”)若 YV1 和進(jìn)料閥 YV2 。當(dāng)液位上升到上液位設(shè)定值時,SL2=1, 應(yīng)關(guān)閉排氣閥YV1 和進(jìn)料閥 YV2 。延時 10S, 開啟氮氣閥 YV3,氮氣進(jìn)入反應(yīng)爐,爐內(nèi)壓力上升。當(dāng)壓力上升到給定值時,即SP=1,關(guān)閉氮氣閥。送料過程結(jié)束。
第二階段:加熱反應(yīng)控制,接通反應(yīng)爐電源KM, 開始對反應(yīng)爐加溫。當(dāng)溫度上升到給定值時(此時信號 ST=1),切斷加熱電源。延時 10S ,加熱過程結(jié)束。
第三階段:泄放控制,打開排氣閥 YV1,使?fàn)t內(nèi)壓力降到給定值以下(此時 SP=0)。打開泄放閥YV4 ,當(dāng)爐內(nèi)溶液下降到下液面以下(此時 SL1=0 ),關(guān)閉泄放閥 YV4 和排氣閥YV1 。系統(tǒng)恢復(fù)到原始狀態(tài)準(zhǔn)備進(jìn)入下一循環(huán)。

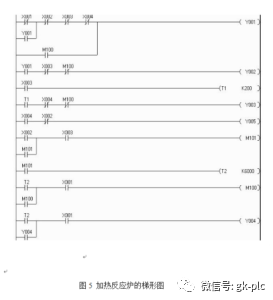
根據(jù)加熱反應(yīng)爐對電氣控制系統(tǒng)的要求,本設(shè)計控制系統(tǒng)包括手動在內(nèi)的共6個輸入信號:下液面檢測信號X1,爐內(nèi)溫度X2上液面檢測信號X3,爐內(nèi)壓力X4;X5,X6分別為手動自動切換按鈕。PLC的5個輸出信號Y1—Y5分別代表排氣閥,進(jìn)料閥,氮氣閥,泄放閥,反應(yīng)爐加熱,定時器T1,T2為0.1S定時器。
加熱反應(yīng)爐控制系統(tǒng)主要由上位機(jī)的監(jiān)控部分、PLC 系統(tǒng),信號檢測部分及執(zhí)行機(jī)構(gòu)幾部份組成通過在線實時記錄、監(jiān)控和顯示數(shù)據(jù),傳遞設(shè)備的實時狀態(tài),接受并執(zhí)行系統(tǒng)實時控制命令,通過控制電磁閥開閉,滿足系統(tǒng)控制的要求。
-
傳感器
+關(guān)注
關(guān)注
2553文章
51395瀏覽量
756598 -
plc
+關(guān)注
關(guān)注
5016文章
13387瀏覽量
465403 -
加熱爐
+關(guān)注
關(guān)注
1文章
19瀏覽量
9879
原文標(biāo)題:加熱爐的PLC控制(零基礎(chǔ)適合初學(xué)者)
文章出處:【微信號:gk-plc,微信公眾號:工控PLC網(wǎng)】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
PLC控制系統(tǒng)設(shè)計介紹--課程設(shè)計準(zhǔn)備知識
求電氣工程師開發(fā)Labview控制程序編寫
熔鹽電化學(xué)反應(yīng)爐溫度控制系統(tǒng)研究
內(nèi)模控制在電加熱爐溫度控制中的應(yīng)用
單片機(jī)按鍵控制程序【匯編版】
PLC的加熱爐儀表控制系統(tǒng)

編制PLC時序控制程序的方法及典型應(yīng)用介紹





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論