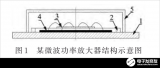
 微波組件軟釬焊中的阻焊工藝研究
微波組件軟釬焊中的阻焊工藝研究
共讀好書
賈伏龍 崔洪波 陳梁
摘要:
隨著軟釬焊工藝在微波組件制造中的廣泛應用,為了滿足高密度產品高標準多樣化的焊接質量需求,對液態焊料流淌的控制成為一項現實的工藝難題,可以利用相應的阻焊技術來實現。針對生產過程中出現的問題,分析微波組件軟釬焊中對于阻焊的特殊要求,指出現有常規阻焊膠應用面臨的諸多問題,通過對比試驗引進一種改進型阻焊膠,能有效保護產品非焊接區域,與無鉛焊接工藝兼容性好,工藝操作簡單高效,起到了良好的效果,滿足了高可靠微波組件的要求。
微波組件廣泛應用于艦載、彈載、航空航天等高端電子通信領域。經過多年的發展,目前組件呈現高度的集成化、模塊化趨勢,為了提供同樣高性能、高質量的產品,降低成本,提高生產效率,對制造工藝水平提出了較高要求。目前軟釬焊技術越來越多地用于微波組件的制造中,在電路板和金屬襯板的大面積接地焊接,I/O接插件、微波器件、殼體等的軟釬焊連接中替代傳統的螺裝方式,為產品的小型化、輕量化、高可靠提供了實用的工藝手段,能較好地適應高頻微波電路的要求[1-4]。然而在軟釬焊時,由于液態焊料良好的流動性致使焊料很容易流淌到非焊接區域,甚至是其他功能區內,例如:1)電路板和金屬殼體有一些后續安裝走線用的螺紋孔或通孔被焊料潤濕,從而不能安裝;2)焊料溢到芯片安裝孔、微波絕緣子孔等需要刮除,生產效率低下,同時刮除操作破壞鍍層,對后續焊接質量造成不良影響;3)微波接插件內導體和電路板微帶后續需要金絲鍵合,如果被焊料污染則無法鍵合;4)用戶對微波組件外觀的高要求,需保證非焊接區域不能被焊料污染[5]。所以研究有效的阻焊工藝是非常迫切和有現實意義的。
1阻焊機理
在軟釬焊過程中,熔化的焊料首先需在焊接部位完成潤濕和鋪展,此時焊料與金屬母材之間會發生相互溶解和擴散,從而形成金屬間化合物,而阻焊則是避免焊料和金屬母材之間相互反應,防止焊料潤濕非焊接區域。通常可采用一種耐高溫的阻止焊接的涂料,使它在非焊接區周圍形成一層阻焊膜,把不需要焊接的部位保護起來,以起到阻焊的作用[6]。目前應用最廣的阻焊保護膠為波峰焊接過程中防止特定部位上錫的涂料,主要成分為橡膠、二氧化鈦和纖維素衍生物[7]。該阻焊膠短時耐溫達280℃,但是耐持續焊接高溫性能較差。本試驗引進了一種改進型阻焊膠替代常規阻焊膠,該膠是以環氧樹脂為主要原料,添加無機填料與胺系固化劑制成的熱固化型阻焊膠,以期解決常規阻焊膠應用于微波組件焊接面臨的諸多問題。
2阻焊工藝的特殊要求
微波組件軟釬焊的阻焊工藝難點在于阻焊膠的選擇,在實際應用中有其特殊要求。
2.1阻焊膠的涂敷
微波組件軟釬焊中阻焊膠的應用情況比較復雜,有接頭、殼體焊接時的大面積保護,也有為接地塊、芯片孔預留焊接位的毫米級保護,這就對阻焊膠的易用性提出了要求。通常需要阻焊膠黏度大,組分揮發慢,涂敷過程中無拉絲、塌邊,方便手工點涂與儲存,在各項性能良好的情況下結合點膠機使用能大幅提高點涂效率。涂敷后對于熱固型阻焊膠要加熱固化,要求固化溫度低,時間短,方便使用。
2.2阻焊膠的耐焊接性
微波組件軟釬焊一般采用回流焊接的方法,焊接溫度高,焊接時間長,阻焊膠需耐高溫,經無鉛回流焊(240℃)不變質,同時在焊接高溫下粘結強度高,能起到良好的阻焊作用。微波組件軟釬焊的焊接材料通常為微波板、陶瓷板、軟釬焊料以及鍍金、鍍銀的金屬襯板或殼體,阻焊膠不能與它們發生反應而產生腐蝕,破壞焊接材料的外觀。
2.3阻焊膠的去除
阻焊膠是為了防止焊料潤濕不需要焊接的區域而在生產過程中涂覆的一種臨時阻焊膜,為了保證產品的設計使用要求且避免引入多余物,阻焊膠一般在焊接結束后必須去除,而且為了不影響生產效率,要求去除方法簡單,不能損傷微波板、陶瓷板、金屬殼體等焊接材料[8]。根據阻焊膠的特性通常有機械剝離、水洗、溶劑清洗等多種清除手段[9]。
2.4阻焊率
在微波組件軟釬焊阻焊膠的各種應用中,如果阻焊失效焊料漫流過度,則必須手工刮除多余焊料,這不僅影響生產效率,而且會對產品外觀造成破壞,所以期望阻焊膠的阻焊率盡可能高,要求阻焊膠的涂覆要致密,本身在焊接過程中不被焊料侵蝕或被助焊劑腐蝕脫落。
3阻焊試驗及結果分析
3.1試驗材料
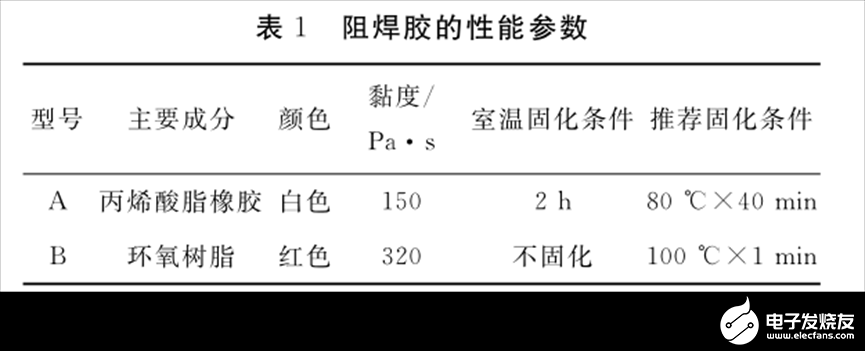
選取某型號在產的微波組件為試驗對象,焊接材料包括銅鍍金殼體、微波介質板、微波絕緣子、Sn96.5Ag3Cu0.5焊膏、常規阻焊膠A和改進型阻焊膠B。2種阻焊膠性能參數見表1。
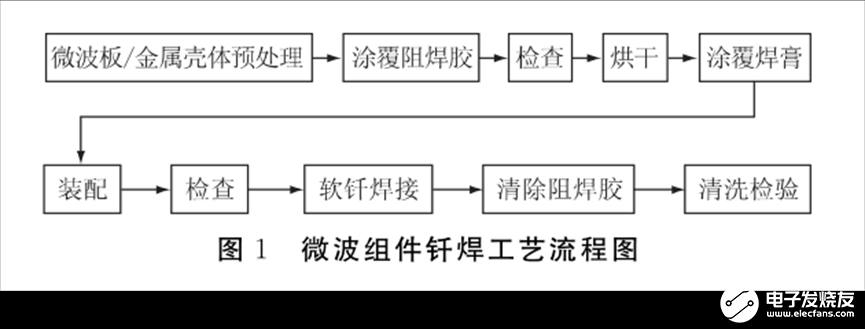
3.2試驗工藝流程
阻焊試驗工藝流程如圖l所示[10]。將試驗焊接的殼體分為3個批次,編號為1#、2#、3#。1#批次沒有保護直接焊接,2#、3#批次按上述工藝流程分別采用A、B兩種型號阻焊膠保護后焊接。試驗過程中軟釬焊接主要采用氣相回流焊技術,焊接峰值溫度為240℃,焊膏熔點(217℃)以上保持時間60s,其中阻焊工藝主要包括阻焊膠涂覆和清除兩部分。
3.2.1涂覆阻焊膠
涂覆阻焊膠的具體步驟如下。
1)在微波板和金屬殼體需要保護的非焊接區域用細針畫圖形做標記。
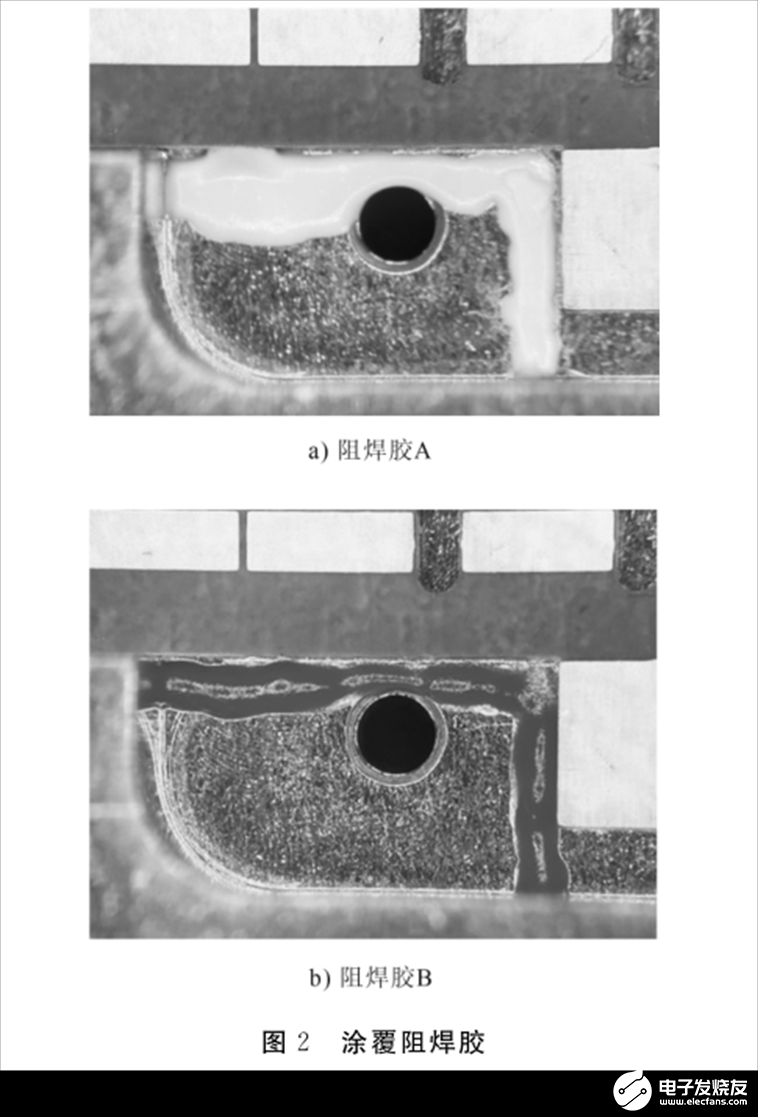
2)使用點膠機按照標記圖形把阻焊膠涂覆在非焊接區(見圖2)。其中阻焊膠A室溫下固化時間短,極易造成點膠針頭堵塞,生產過程中需要經常更換點膠針頭,阻焊膠B室溫下固化非常緩慢,點膠使用較方便。
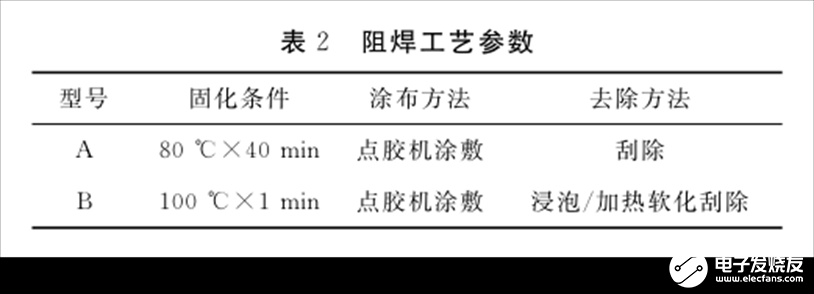
3)按照表2所提供的參數在熱臺/烘箱中加熱固化阻焊膠。阻焊膠A加熱固化時間為40min,阻焊膠B加熱固化時間為1min,阻焊膠B固化時間較短,生產效率較高。
3.2.2清除阻焊膠
焊接以后阻焊膠A膠體較軟,粘結力小,可手工刮除,阻焊膠B膠體較硬,粘結力大,但玻璃化轉變溫度較低,可采用熱板加熱軟化后鏟刀刮除或在有機溶劑中浸泡軟化自行脫落。
3.3試驗結果及分析
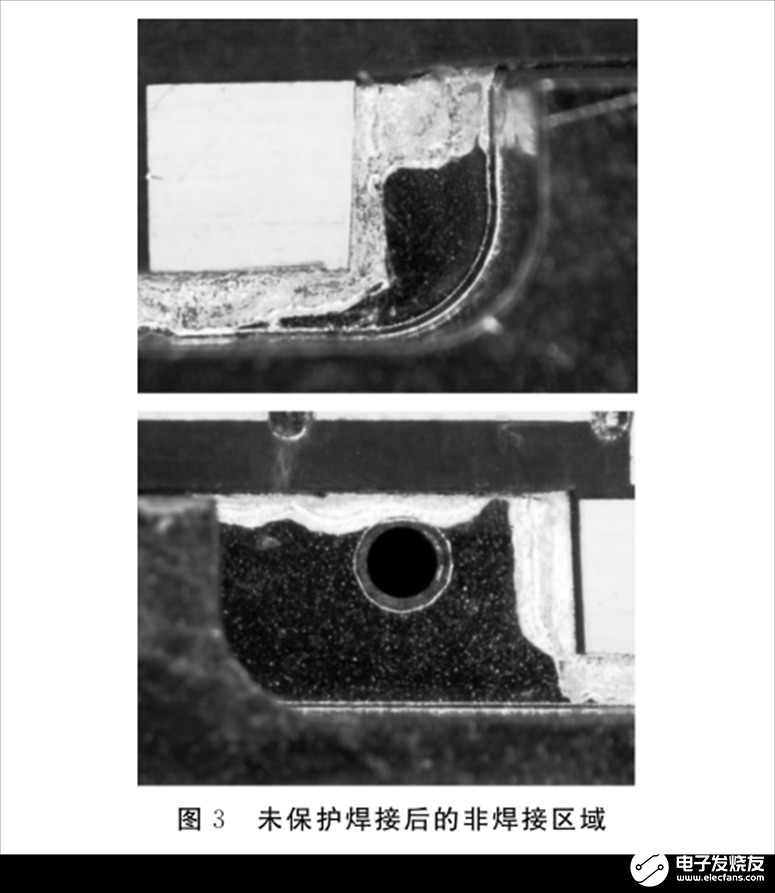
從試驗結果來看,1#批次沒有阻焊直接焊接,由于殼體鍍金層良好的可焊性,液態焊料在其表面潤濕角<30°鋪展速度較快。在回流焊接過程中,熔融焊料在液體毛細作用的驅動下迅速填充焊接區域,為了保證焊接充分,熔融時間通常較長,在焊料潤濕力的作用下有較多焊料從電路板焊接區域漫流出來,污染了后續裝配區域(見圖3)。焊后需要較大的人力用鏟刀清理,同時焊料與鍍金層反應,影響后續的芯片焊接質量。
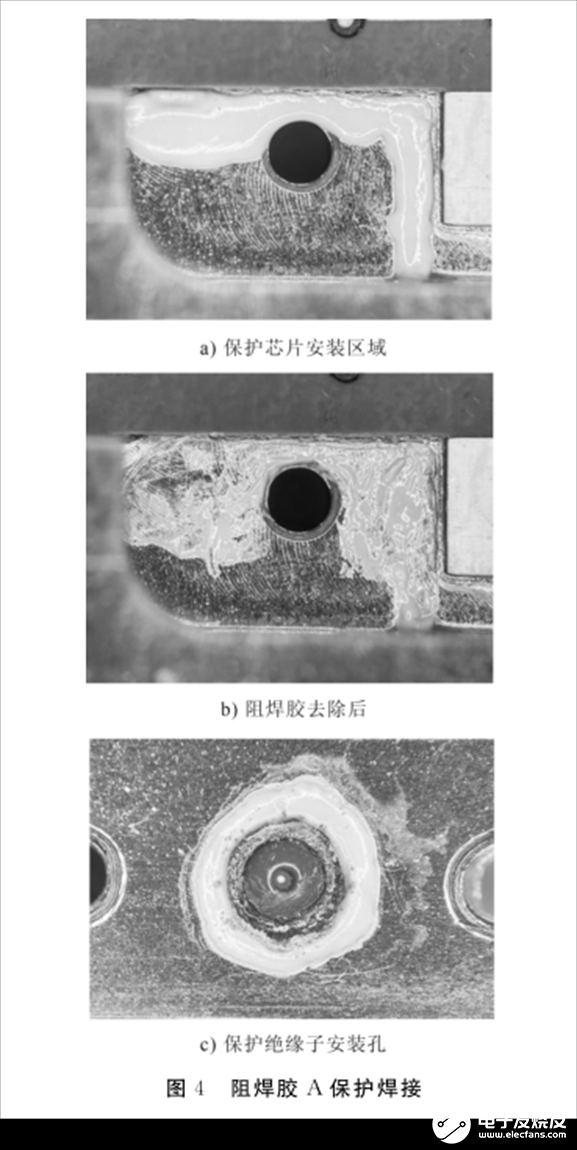
2#批次采用阻焊膠A保護后焊接,阻焊膠A可以部分阻止焊料潤濕非焊接區域,但是經過無鉛回流焊接高溫以后,阻焊膠表面顏色發黃,去除過程中發現膠體明顯軟化變質、不易撕除,在被保護區域易產生粘稠狀殘留物,同時焊料滲透到阻焊膠底部存在部分阻焊失效。分析原因主要在于阻焊膠A主要成分為丙烯酸脂橡膠,該類橡膠的最高使用溫度為200℃,無鉛回流焊接溫度較有鉛焊接提高約40℃,在峰值溫度為240℃的高溫下,阻焊膠A性狀發生了變化,無法實現其固有的阻焊性能。微波絕緣子與殼體焊接面焊料也受到變質阻焊膠的腐蝕,表面發黑失去金屬光澤,很難清理干凈,試驗結果如圖4所示。
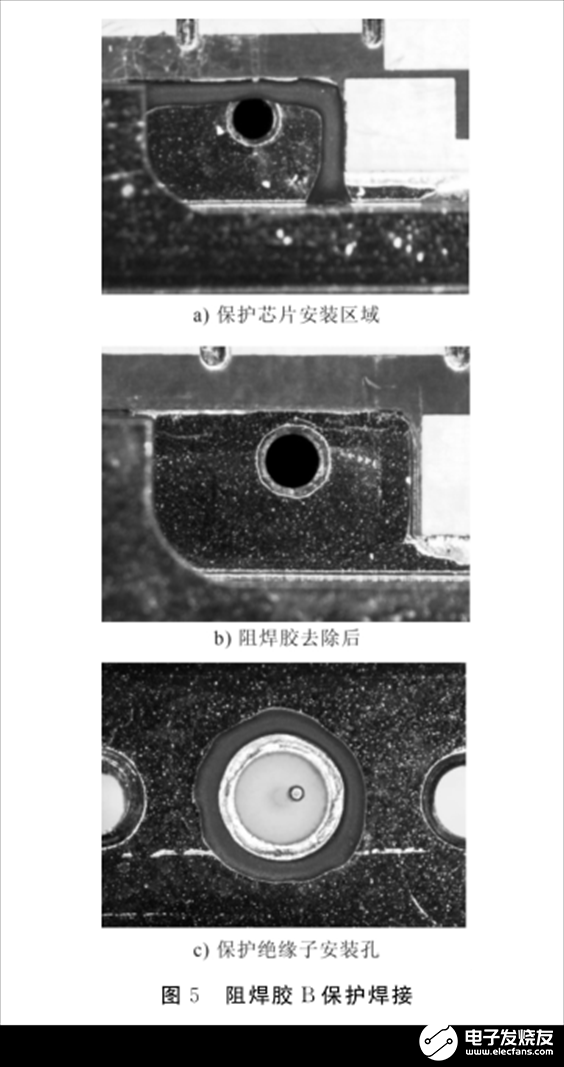
3#批次采用阻焊膠B保護后焊接,阻焊膠B保護可以有效阻止焊料潤濕非焊接區域,回流焊接過程中液態焊料流淌受到限制,主要集中在焊接區域。經過無鉛回流焊接高溫以后,阻焊膠性狀無變化。去除阻焊膠以后,保護區域鍍金層沒有受到破壞,沒有膠體殘留,方便后續安裝工藝,阻焊膠保護的焊點光亮無不良影響,試驗結果如圖5所示。
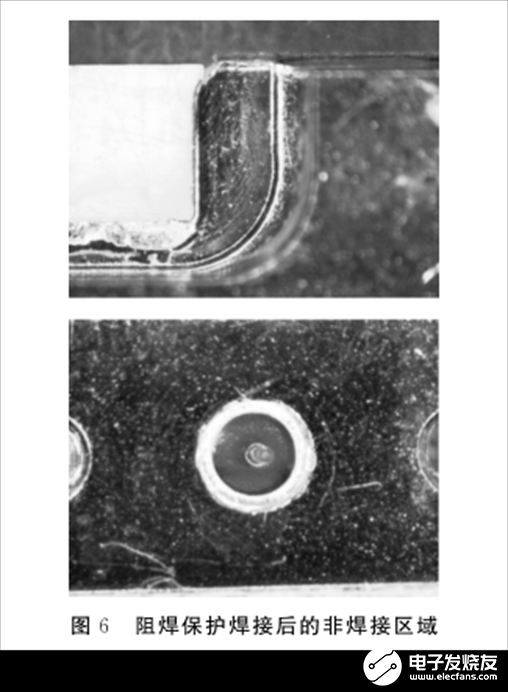
微波組件焊接過程采用阻焊保護措施后,不僅能減少焊后清理的工作量,而且不會有刮痕,保證了特殊產品對外觀美觀的要求,焊接效果如圖6所示。經批量生產統計,阻焊膠阻焊率可達90%以上。
4結語
經過工藝試驗與在批量產品中的應用,筆者認為,在微波組件軟釬焊過程中采用阻焊工藝能夠有效解決實際生產中面臨的工藝難題,提高生產效率。本文所選用的阻焊膠相比常規阻焊膠有明顯優勢,能耐受無鉛軟釬焊的焊接高溫,不腐蝕焊接材料,涂覆、去除簡單,生產效率高,能有效保護產品非焊接區域,滿足高可靠微波組件的要求。
審核編輯 黃宇
-
釬焊
+關注
關注
1文章
20瀏覽量
10147 -
微波組件
+關注
關注
0文章
16瀏覽量
7331 -
阻焊
+關注
關注
0文章
43瀏覽量
886
發布評論請先 登錄
相關推薦
PCB回流焊工藝優缺點
軟錯誤防護技術在車規MCU中應用
激光錫焊工藝在汽車制造行業中的應用
電動點焊工藝中的電流控制器關鍵技術研發與應用探析
探究點焊工藝中恒壓控制電源的關鍵技術及應用實踐
高速點焊工藝中先進控制電源的關鍵技術探究與應用
pcb板回流焊工藝詳解
激光軟釬焊技術:SMT領域內的現狀與未來發展趨勢(下)
激光軟釬焊技術:SMT領域內的現狀與未來發展趨勢(上)
精密電子焊接挑戰:激光軟釬焊技術的優勢與應用

提升微波組件可靠性:跨接片激光焊錫工藝的關鍵作用

真空回流焊爐/真空焊接爐——微波組件模塊的組裝

Ag72Cu釬焊阻焊技術研究
先進封裝中銅-銅低溫鍵合技術研究進展

金絲球焊工藝參數影響性分析和優化驗證





 工商網監
工商網監
評論