 帶您回顧端子壓接的歷史
帶您回顧端子壓接的歷史
自飛行和早期推進系統出現以來,電導體就被用來在整個飛機上傳輸信號。隨著航空旅行的發展,對這些系統中使用的線束和連接器的要求也在不斷提高。
隨著汽車、航空航天、醫療設備、工業設備等領域的快速進步,對電氣系統的要求也越來越高。現代設備中集成了越來越多的電氣元件和功能,這導致了線束中電線和電纜的數量和類型大幅增加。這種復雜的布線需要連接器、端子、電線、光纖和其他需要精密工具的技術。
時間線
20世紀40年代所有端子均采用焊接
1953年 AMP 推出壓接筒端子
1957年 Cannon兄弟嘗試使用帶有壓接筒的機加工端子
1960 Buchanan 推出帶棘輪的 4 凹口壓接工具(參考號:MS3191)
1961年 波音采用民兵計劃的ML-C-26500標準
1963 MS3191-1作為第一個壓接工具標準發布
1965 年 Daniels Manufacturing 公司推出 MS3191-4。
1969 年 MIL-T-22520 發布并注明日期,以取代所有以前的規范
1974 更改為 MlL-C-22520,添加斜線表
1996 更改為 MIL-DTL-22520
2016年至今 完成SAE AS22520變更
壓接:過去和現在
第一個多針連接器通過將導體焊接到不可拆卸的端子來端接。然而,高溫應用和對簡單可靠的現場服務的需求導致了具有可拆卸端子的連接器的引入。它們被壓接到導體上而不是被焊接。
第一個用于壓接這些新端子的標準壓接工具于六十年代初推出。MS3191-1 是一份軍事圖紙,定義了該工具及其配件。
MS3191-1 采用四壓痕壓接模式以及控制壓頭行程(壓接深度)的正止動定位器。
MS3191-1 設計是操作簡單性和壓接性能之間的折衷方案,因為任何給定端子的壓接深度都無法調整以適應要壓接的導體的不同直徑。然而,它適合那個時代的壓接連接器。一種改進的工具設計具有獨立可調的壓接深度,很快就推出了 MS3191-4。
MS3191-4 具有完全獨立于定位器的內部調節功能,允許選擇七個獨立的壓接深度,從而可以對 AWG 12至26范圍內的導體進行最佳壓接,而不管觸點的線筒尺寸如何。MS3191-4 還引入了使用雙頭壓頭來生產八個壓痕壓接圖案,該圖案始終實現卓越的拉伸拉斷值和機械性能。
MS3191-4 引入了包含三個定位器的轉塔頭的概念,無需將其中任何一個定位器與基本壓接工具分開即可使用。
1969 年,制定了兩種壓接工具的軍用規格來取代現有的軍用圖紙。它們是 MIL-T-22520C(海軍)和 MIL-T-83724(美國空軍),它們定義了與 MS3191-4 類似的標準尺寸壓接工具,但具有擴展的八步壓接深度范圍。這些規范還定義了一種微型壓接工具,用于壓接小至 AWG 32 的導線。兩個文件于 1971 年合并為 MIL-C-22520D。隨后取消了所有以前的壓接工具軍用標準,包括 MS3191。該列表包括凹口壓接工具、端子接線片壓接工具、氣動工具、同軸電纜壓接工具和其他專用壓接工具的規格。
MIL-DTL-22520 制定了單一規范,規定了軍用標準電氣連接器上使用的所有壓接工具的性能要求。這消除了由于大量不相關的軍事圖紙而引起的許多不同“標準”壓接工具的重疊應用所帶來的浪費和混亂。
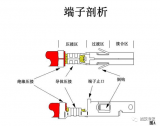
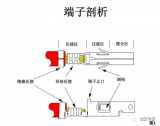
壓接概念
壓接作為一種電氣連接方式,在電子和電氣行業中有著廣泛的應用。它通過壓力將金屬筒與導體緊密地結合在一起,確保端子或接觸端能夠牢固地連接到電導體上。
要實現令人滿意的壓接效果,導體、壓接筒和工具的選擇與組合至關重要。導體需要具有良好的導電性和機械強度,以承受工作時的電流和機械應力。壓接筒則需要具有足夠的彈性和塑性,以便在壓力作用下能夠與導體緊密結合,形成牢固的連接。
當使用正確匹配的工具時,所建立的接頭具有良好的電氣和機械特性。該工具將一致、可靠地滿足這些要求,并通過質量周期控制工具確保可重復性。
壓接接頭有幾種常見的配置;下面顯示了幾個例子。
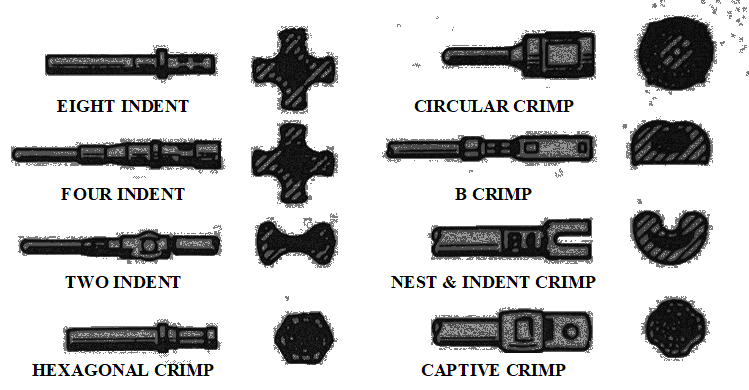
正確設計和控制的壓接接頭的電阻應等于或小于同等截面電線的電阻。規范規定了指定電流下毫伏壓降的要求。
壓接接頭的機械強度及其拉拔力(拉伸強度)隨所施加的變形而變化(即工具的壓接模具決定壓接配置和變形)。因此,通過適當地塑造變形,可以獲得高拉拔力。工具中的模具決定了完整的壓接配置,這通常是接觸件和/或連接器設計的一個要素。
一些設計考慮因素包括:
a) 觸點類型、其尺寸、形狀、材料和功能,
b) 要容納的電線的類型和尺寸,
c) 必須構建配置的工具類型。

-
電纜
+關注
關注
18文章
2752瀏覽量
55123 -
端子
+關注
關注
2文章
537瀏覽量
29426 -
電氣系統
+關注
關注
1文章
368瀏覽量
24325
發布評論請先 登錄
相關推薦
PCB上壓接孔和過孔的孔徑和公差要求相同,制造時有何影響
10M4-G-N10M4T光電開關接插件壓接端子怎么接線
壓接式N頭對設備連接的重要性

壓接式N頭防震嗎



壓接3芯M9插座時需注意壓接深度嗎


Molex端子壓接工藝技術標準

端子壓接技術的演進歷程

一文解析Molex端子壓接工藝技術標準





 工商網監
工商網監
評論