 SiC功率器件先進互連工藝研究
SiC功率器件先進互連工藝研究
共讀好書
杜隆純 何勇 劉洪偉 劉曉鵬
摘要:
針對SiC功率器件封裝的高性能和高可靠性要求,文章研究了芯片雙面銀燒結技術與粗銅線超聲鍵合技術的高可靠性先進互連工藝。通過系列質量評估與測試方法對比分析了不同燒結工藝對芯片雙面銀燒結層和芯片剪切強度的影響,分析了襯板表面材料對銅線鍵合強度的影響,最后對試制樣品進行溫度沖擊測試,討論了溫度沖擊對銀燒結顯微組織及其剪切強度的影響,以及對銅線鍵合強度的影響。試驗結果表明:一次燒結工藝與分次燒結工藝的芯片剪切強度均達到了工業生產要求的標準值,但分次燒結工藝的銀燒結效果在組織結構和芯片剪切強度上都要優于一次燒結工藝;溫度沖擊測試后燒結銀顯微組織的燒結頸增大,孔隙增大,并且2種燒結工藝的芯片剪切強度都明顯增大。襯板材質對銅線超聲鍵合強度有很大影響,在裸銅活性金屬釬焊(ActiveMetalBraze,AMB)上的鍵合性能表現出更好的力學性能,溫度沖擊后裸銅AMB上的鍵合點力學性能會退化,但鍍銀AMB上的力學性能反而會增強;結合拉力測試后第二鍵合點的斷裂模式,溫度沖擊使裸銅AMB上鍵合點的斷裂模式從100%頸部斷裂轉向焊點脫落,而使鍍銀AMB上的焊點脫落逐漸減少。
0引言
目前,功率開關器件發展迅速并被廣泛運用,其設計與制造朝著高頻開關速率、高功率密度、高結溫等方向發展,尤其是SiC材料的出現,相對于傳統的Si基材料,SiC半導體芯片有著高結溫(最高有望超過600℃)、低導通電阻、高臨界擊穿場強、高開關頻率等性能優勢[1-2],但受限于器件封裝技術,采用傳統的Si基器件封裝工藝制造出來的SiC功率開關器件,未能充分展現上述的SiC芯片性能優勢。在常規封裝的功率開關器件中,芯片底部的互連一般采用釬焊工藝,考慮到無鉛化的要求,所選擇的焊料熔點都低于250℃,如常用的SnAgCu系和SnSb系焊料等,因此不能充分發揮SiC芯片的高耐溫性能。此外,焊料在界面處極易產生脆硬的金屬間化合物,給產品的可靠性帶來了新的挑戰。目前,低溫納米銀燒結技術是一種有效解決方案,銀因其熔點高達961℃,將其作為連接材料能極大提高器件封裝結構的溫度耐受性,而納米銀的燒結溫度卻低于290℃,使用遠低于熔點的燒結溫度就能得到較為致密的組織結構,燒結后的銀層耐熱溫度高,連接強度高,導熱、導電性能良好[3-6]。
傳統的Si基半導體芯片正面電極與外部互連采用的是鋁線鍵合技術,由于鋁線的再結晶溫度低、電阻率高、屈服強度低等材料本身的局限性,這種連接方式并不能完全發揮SiC芯片的優勢。相對于鋁線而言,銅線材質具有更低的電阻率、更高的屈服強度、更強的導熱性和機械穩定性等優點,其鍵合點的可靠性壽命與剪切強度都遠高于鋁線[7-9];然而銅線的硬度和加工硬化比鋁線高,銅線鍵合時使用的超聲壓力與超聲功率也比鋁線高,這些問題都容易導致電極下方的芯片出現裂紋等損傷,因此不能直接在芯片正面使用粗銅線鍵合。本文采用的DTS(DieTopSystem)技術結合了芯片雙面銀燒結工藝與銅線鍵合工藝,此技術能夠避免直接在芯片上進行銅線鍵合時造成的芯片損傷,相較于常規使用的芯片釬焊互連和鋁線鍵合工藝,該技術能將功率器件的功率循環壽命提高數十倍。本文在此技術的工藝基礎上,探索了芯片表面與底部的不同燒結工藝對燒結層的影響,以及襯板材質對銅線鍵合的影響。
1試驗方法與步驟
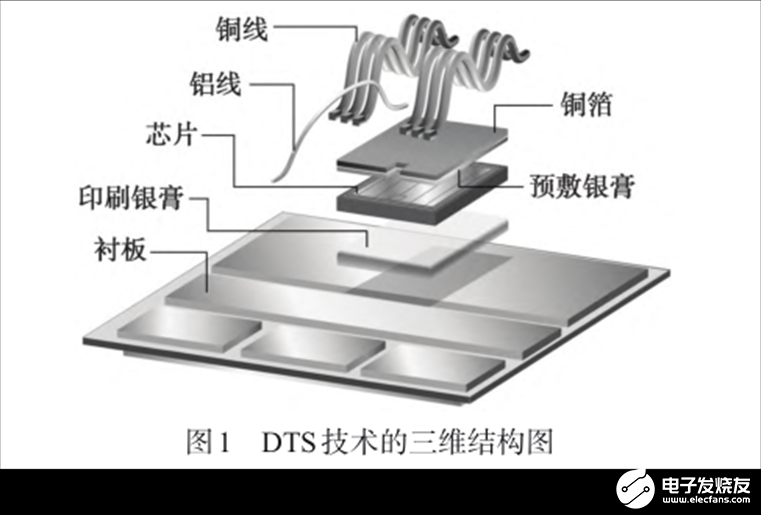
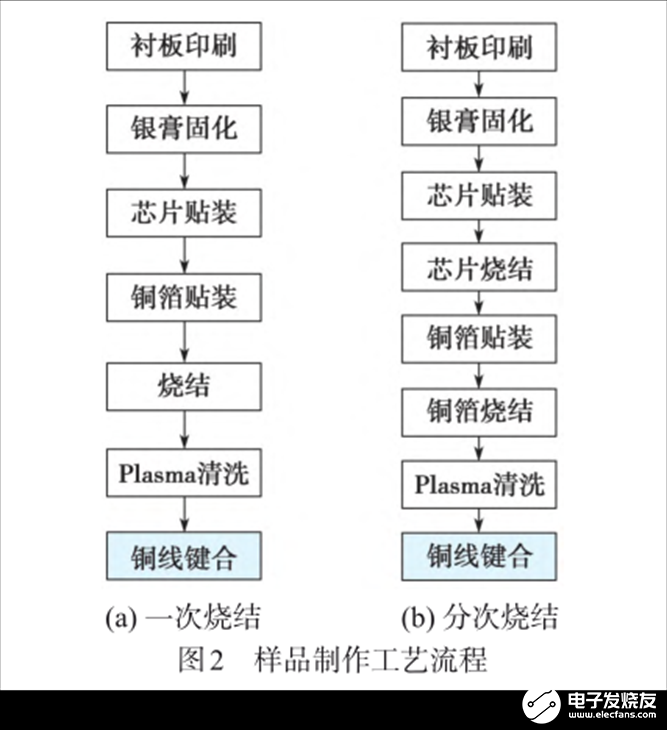
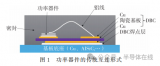
本文采用的基于DTS技術的封裝形式如圖1所示,先將芯片底部與襯板燒結連接,然后將芯片的正面電極區域覆蓋一層敷銀膏的銅箔(厚度約50~200μm)并燒結成型,最后在此銅箔上進行銅線鍵合。本試驗采用的燒結工藝分別為一次燒結與分次燒結,其工藝流程如圖2所示。選取了高可靠性的Si3N4活性金屬釬焊(activemetalbraze,AMB)襯板,襯板表面材質分為裸銅與鍍銀2種,分別稱為裸銅AMB與鍍銀AMB。本試驗的銀燒結工藝采用Alpha微納米銀膏,在相關燒結設備上進行銀燒結;使用300μm線徑的粗銅線,在超聲楔形鍵合設備上進行銅線鍵合,研究裸銅AMB與鍍銀AMB襯板材質對銅線鍵合的影響。
銅線鍵合后將一部分樣品放入爐中進行溫度沖擊試驗(TemperatureShockTest,TST),試驗的條件為-40℃(20min)/150℃(20min)。將溫度沖擊試驗前后的樣品采用超聲掃描設備觀察芯片雙面燒結層的燒結情況,采用掃描電鏡(ScanningElectronMicrosco‐py,SEM)觀察分次燒結工藝后芯片底部的燒結層橫截面的顯微組織;采用推拉力設備進行芯片剪切強度測試,利用光學顯微鏡觀察剪切斷點位置的形貌,再對鍵合銅線進行拉力與剪切測試,利用光學顯微鏡觀察拉斷點形貌,最后分析各種條件下的芯片剪切強度與鍵合銅線測試數據。
2試驗結果與分析
2.1銀燒結效果分析
銀燒結是一種基于原子擴散的固態物質運輸過程,其驅動力是總表面能的降低,以及界面能的降低,銀顆粒尺寸越小其表面能越高,燒結驅動力越大,還可以通過外部施加的壓力來增強此驅動力[10]39-75。銀燒結主要有3個階段:初始階段以表面原子擴散為特征,燒結頸是在顆粒之間相互以點或者面接觸形成的,此階段對致密化的貢獻最大限制在2%~3%;中間階段以致密化為特征,發生在形成獨立孔隙之前,此階段致密化達到93%;最后階段是形成獨立孔隙后的燒結,此階段小孔隙逐漸消失,大孔隙逐漸變小,形成最終組織致密的燒結銀[10-11]。
在不同燒結工藝條件下,在鍍銀AMB上銀燒結的燒結層超聲掃描結果如圖3所示,在超聲掃描圖中燒結區域的顏色越深則表示孔隙越少,燒結層致密度越高。在分次燒結工藝條件下,芯片表面與底部的燒結層均有比較好的燒結效果,燒結層的均勻性好;但在一次燒結工藝條件下,芯片底部燒結區域呈現出明顯的顏色差別,顏色深的位置對應于銅箔貼片位置,芯片上銅箔未覆蓋的區域顏色較淺,燒結效果較差,此區域相對銅箔覆蓋的區域所受的壓力小,而銀燒結的致密度與燒結壓力有很大關系,適當的燒結壓力對銀燒結層的致密度與力學性能有很大影響,一方面能增強銀膏與襯板之間的接觸,加快銀膏與襯板中的金屬原子相互擴散;另一方面也有助于燒結層界面處銀顆粒的重新排列,增強燒結界面處的銀顆粒填充密度,減少燒結層組織的孔隙率[10,12]。

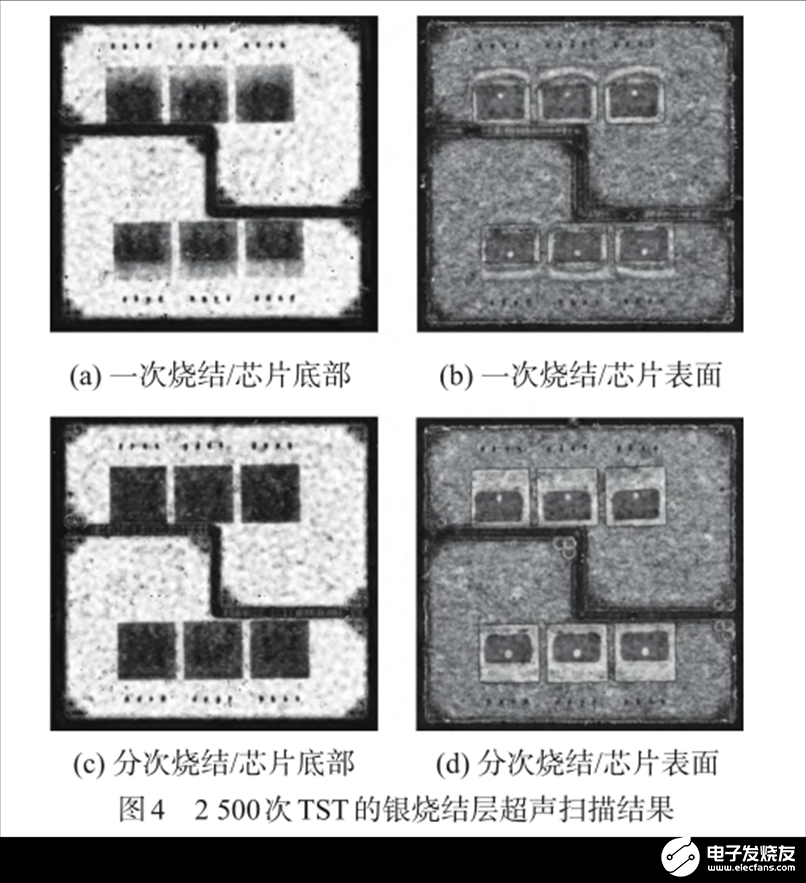
圖4為在2種燒結工藝條件下,經過2500次溫度沖擊后的芯片底部和表面的燒結效果。由圖4可知,芯片底部和表面的燒結未發生明顯變化,未見明顯的空洞或者裂紋;但芯片表面的燒結銀面積縮小,均發生在芯片上的銅箔4個角的位置,這主要是由于溫度沖擊產生的應力導致銅箔4個角位置卷起,從而導致超聲掃描結果顯示4個角位置的燒結銀面積縮小。
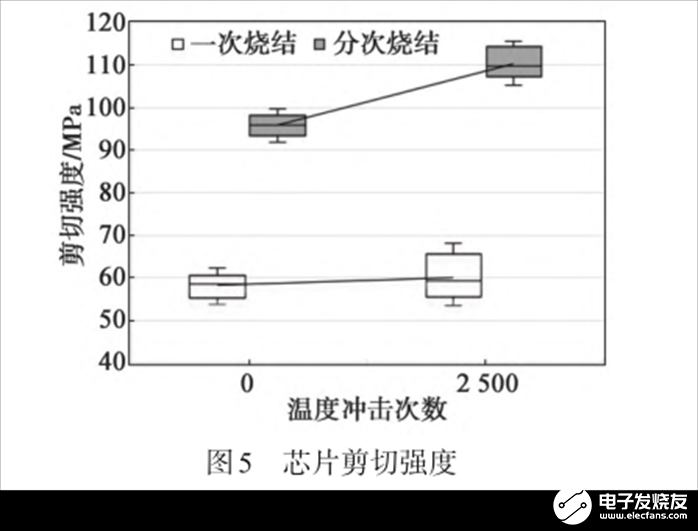
對不同燒結工藝的樣品進行芯片剪切強度測試,每組條件測試12個芯片,其剪切強度測試結果如圖5所示。由圖5可知,燒結后(0次TST)一次燒結工藝與分次燒結工藝的芯片剪切強度均達到40MPa,剪切強度均達到了工業生產要求的標準值,但分次燒結工藝的剪切強度明顯優于一次燒結工藝,此外2500次溫度沖擊后2種燒結工藝的芯片剪切強度都明顯增大,以下結合芯片剪切斷裂模式作進一步解釋。
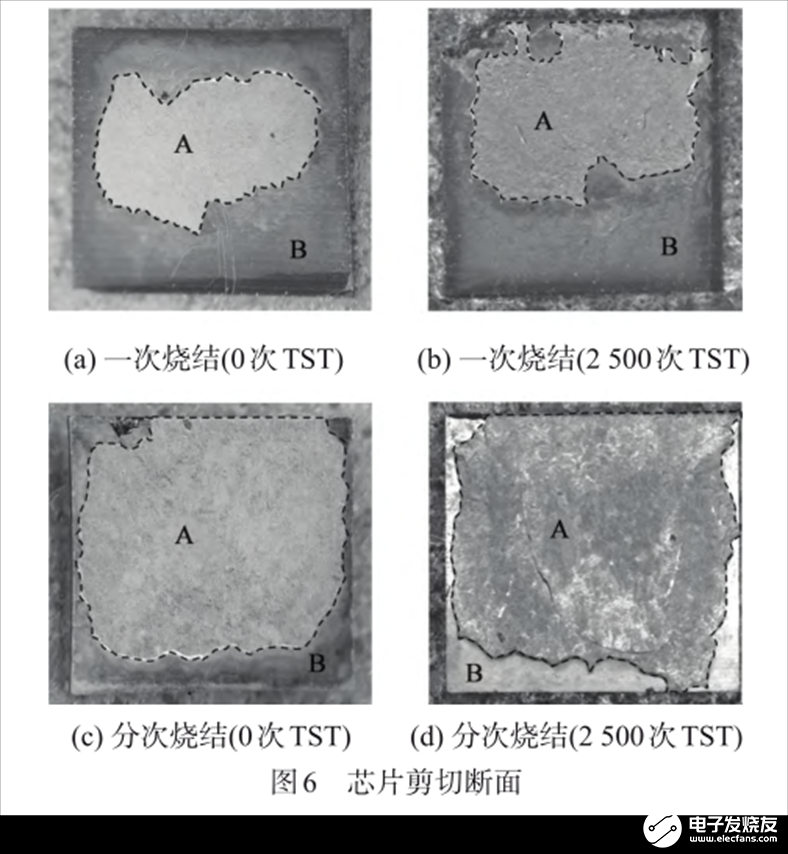
典型的剪切斷裂一般發生在銀燒結層(表示為“A”)或界面處(表示為“B”),也有可能是A與B的混合斷裂模式,一般在銀燒結層內部斷裂是強接頭的表現,而在界面處斷裂相對來說是弱接頭的表現[13]。如圖6所示,一次燒結工藝與分次燒結工藝的斷裂模式都是A與B的混合模式;觀察一次燒結工藝的芯片剪切斷面可發現,A斷裂模式的所在位置正好是銅箔位置,也就是超聲掃描顯示顏色深的區域,如圖6(a)和圖6(b)所示,而B斷裂模式所對應的位置則是超聲掃描顯示顏色相對淺的區域,如前所述銅箔覆蓋的區域所承受的壓力會大一些,其燒結效果更好,因此,此區域的斷裂模式是從燒結層內部斷裂,但燒結效果差的區域則從芯片與燒結層的界面處斷裂;2500次TST后A斷裂模式的面積增大而B斷裂模式的面積減小,這也印證了TST后剪切強度增大的現象。分次燒結工藝的剪切強度明顯優于一次燒結工藝,觀察芯片的剪切斷面,對比一次燒結工藝,分次燒結工藝的A斷裂模式面積明顯變大,如圖6(c)所示,覆蓋了芯片剪切斷面的大部分區域,說明此時是強接頭的表現;此外,分次燒結工藝的樣品在2500次TST后A斷裂模式的面積也同樣增大,如圖6(d)所示。
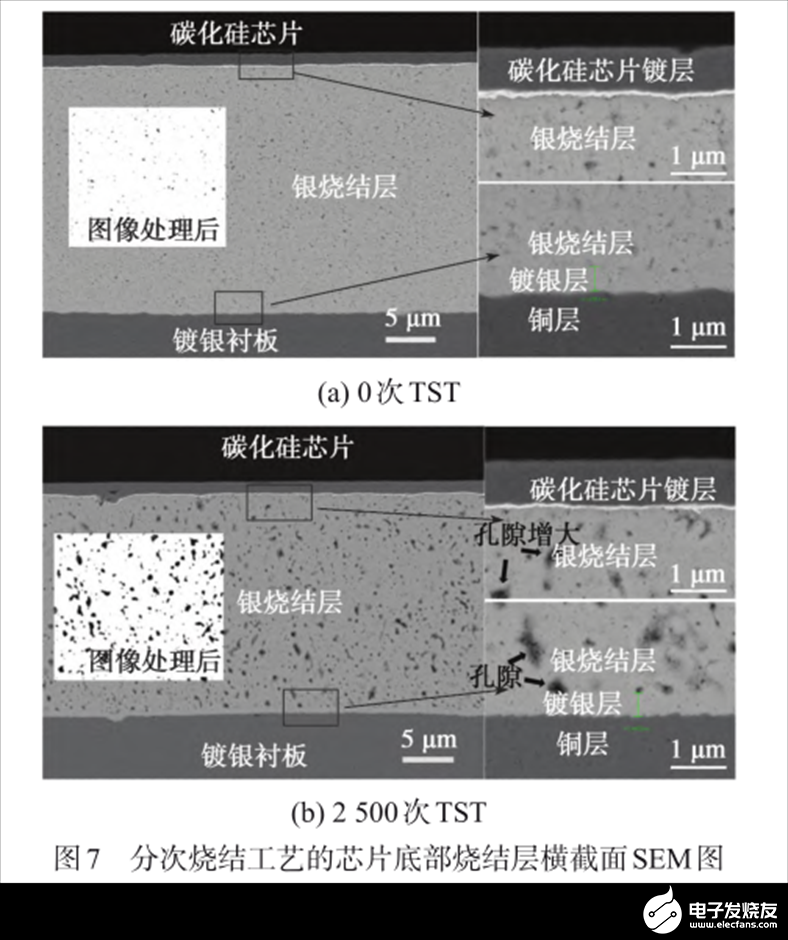
評價銀燒結顯微組織的幾個關鍵參數包含孔隙大小、孔隙率、孔隙的形狀和分布、晶粒尺寸。孔隙是銀燒結過程中銀顆粒之間的空隙,其形成取決于銀顆粒之間的燒結頸,以及隨后的燒結頸生長情況,燒結頸的形成依賴于燒結溫度,適當提高燒結溫度和延長燒結時間有利于燒結頸的生長;適當提高燒結壓強和燒結溫度可以減小燒結銀中的大孔隙,降低孔隙率,提高燒結銀的致密度[14]。孔隙會引起熱流和電流集中,增加燒結銀在實際應用中失效的可能性;隨著孔隙率的增加,納米銀的導熱系數會降低,電阻率會增大[15]。如圖7所示,對分次燒結工藝的芯片底部燒結層橫截面使用掃描電鏡觀察其顯微組織,在此試驗燒結條件下燒結后(0次TST)得到的銀燒結層是孔隙分布均勻且組織致密的多孔性結構,通過軟件對局部區域進行灰度處理后,計算出孔隙率為1.98%;2500次TST后孔隙增大,晶粒尺寸也進一步長大,孔隙率為8.31%;此外,在燒結層與襯板鍍銀層之間的界面觀察到明顯的孔隙增大,這是由于在溫度沖擊的作用下鍍銀層下面的銅原子會擴散到襯板表面,繼而發生氧化,銅氧化物與銅或銀的熱膨脹系數不匹配,從而導致了較大的熱應力,引起孔隙進一步增大。
2.2銅線超聲鍵合結果與分析
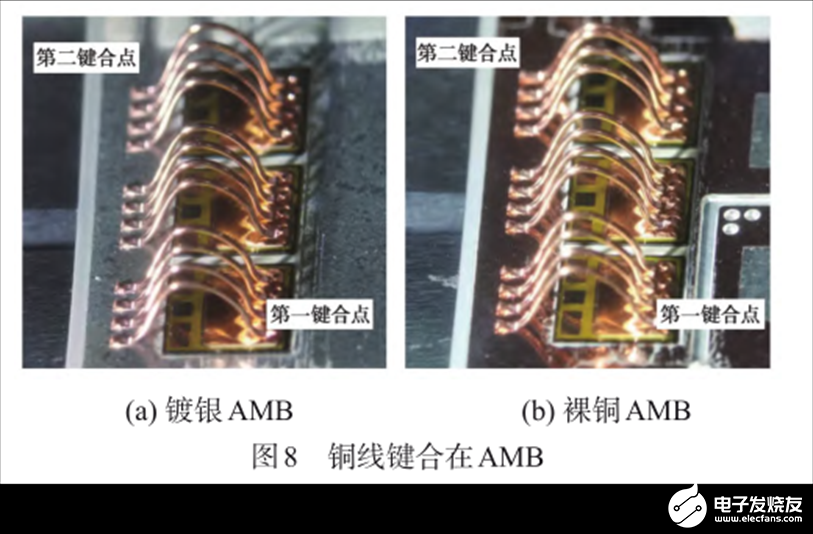
在超聲鍵合過程中,通過劈刀施加壓力使引線與焊區變形,結合超聲波振動促進引線與焊區之間的相互摩擦,破壞引線與焊區表面的氧化膜,促進鍵合界面處的相互擴散,達到引線與焊區的固相鍵合。超聲鍵合的關鍵參數是超聲波振動功率、壓力和鍵合時間。壓力可造成引線的彈性變形,與壓力相比,超聲波振動更能促進引線變形,影響引線的塑性變形。銅的強度和加工硬化性比鋁高,因此銅線超聲鍵合所需的超聲功率和壓力也相應高一些。使用相同的工藝參數將銅線鍵合在鍍銀AMB與裸銅AMB上,如圖8所示,在不同溫度沖擊條件下隨機選取第二鍵合點的24個焊點進行剪切試驗,同時在不同溫度沖擊條件下隨機選取24根鍵合銅線進行拉力試驗。圖9為2種材質的襯板銅線鍵合后對第二鍵合點進行剪切試驗的平均推力值和拉力試驗的平均拉力值。
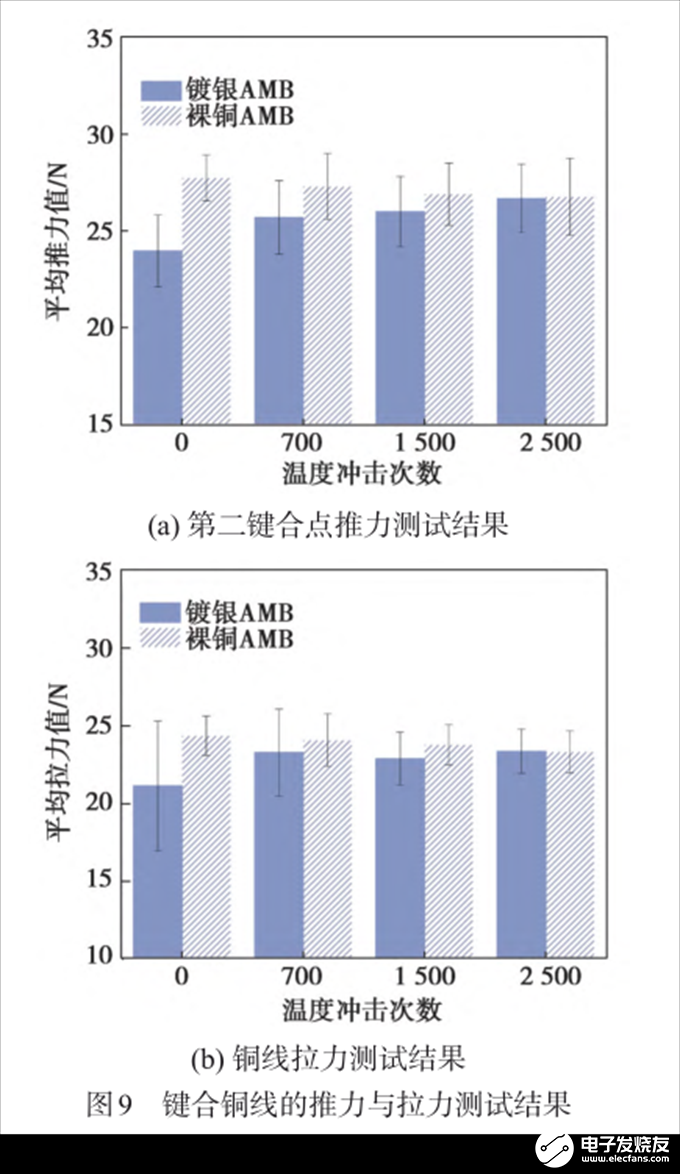
由圖9(a)可知,鍵合后(0次TST),在裸銅AMB上鍵合的第二焊點平均推力值要比在鍍銀AMB鍵合的平均推力值高,這可以用Cu/Cu同質結合比Cu/Ag異質結合的界面結合強度要高來解釋[16];然而隨著溫度沖擊的次數逐漸增加到2500次,在裸銅AMB上鍵合的第二焊點推力平均值逐漸減小,但在鍍銀AMB上鍵合的第二焊點推力平均值卻逐漸增大。由圖9(b)可知,對鍵合銅線進行拉力測試,其平均拉力值的變化也有相同的趨勢,隨著溫度沖擊的次數逐漸增加到2500次,裸銅AMB上的鍵合銅線拉力值逐漸減小,而鍍銀AMB上的鍵合銅線拉力值卻逐漸增大,這需要結合拉力測試后第二焊點的失效模式做進一步解釋。
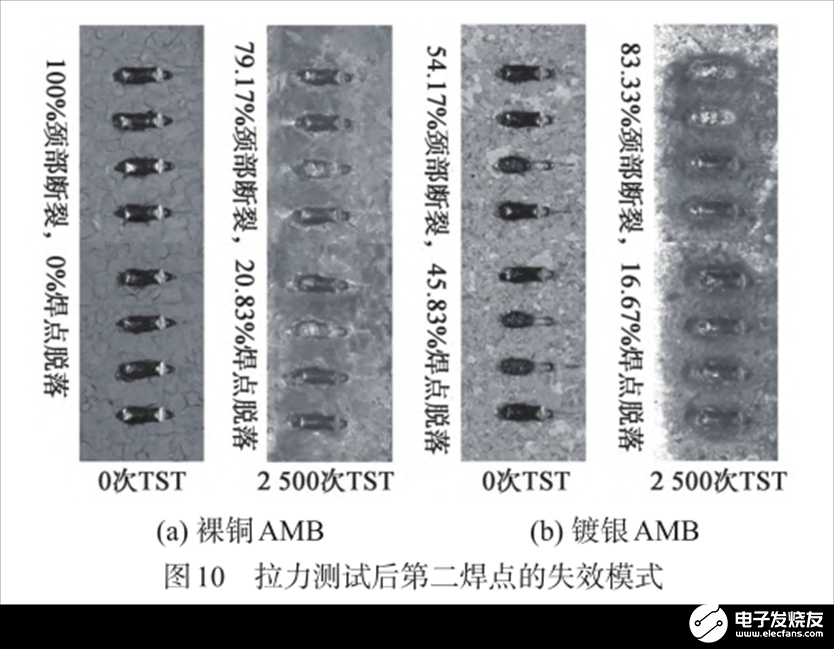
銅線拉力測試后第二焊點表現的失效模式主要有2種:頸部斷裂和焊點脫落。相對而言,頸部斷裂模式下的強度要高于焊點脫落模式。圖10為在裸銅AMB和鍍銀AMB上進行銅線鍵合后第二焊點失效模式圖片和統計數據。由圖10(a)可知,燒結后(0次TST)的失效模式是頸部斷裂,這是由于在鍵合過程中焊點頸部的形變最大,導致這部分出現應變硬化,延展性較差,容易發生斷裂;在經歷2500次溫度沖擊后出現焊點脫落,失效占比約為20.83%,說明此時鍵合點與裸銅AMB界面之間的相互連接趨于弱化,這是由于溫度沖擊產生的熱應力導致界面附近逐漸產生微裂紋并且長大,進而表現出鍵合銅線的推拉力平均值逐漸下降的
現象。由圖10(b)可知,燒結后(0次TST)的失效模式是頸部斷裂與焊點脫落,焊點脫落僅略低于頸部斷裂,失效占比約為45.83%,這表明此時鍵合銅線與鍍銀襯板的鍵合點界面之間結合得并不理想;然而在經歷2500次溫度沖擊后,鍵合點的焊點脫落失效卻減少了,失效占比約為16.67%,表現為鍵合銅線的推拉力平均值逐漸上升,這可能是由于鍵合界面處的銅原子與銀原子在溫度的作用下相互擴散,導致界面金屬之間出現化合物,使得鍵合強度增加,但持續增加溫度沖擊次數對其鍵合點力學性能的影響還有待進一步研究。
3結論
本文研究了基于DTS技術的不同燒結工藝對燒結層的影響和AMB襯板材質對銅線鍵合的影響,結論如下:
①一次燒結工藝與分次燒結工藝的芯片剪切強度均達到了工業生產要求的標準值,但分次燒結工藝的銀燒結效果在組織結構和力學性能上都要優于一次燒結工藝,而溫度沖擊使得2種燒結工藝的芯片剪切強度都明顯增大,結合芯片剪切斷面觀察發現其斷裂路徑從界面轉向燒結層內部。
②襯板材質對銅線超聲鍵合有很大影響,裸銅AMB由于銅/銅同質結合鍵合點表現出更好的力學性能,當溫度沖擊次數增加到2500次時裸銅AMB上的鍵合點力學性能會退化,但鍍銀AMB上的力學性能反而會加強,這可能與生成界面金屬間化合物有關,而持續增加溫度沖擊次數對其鍵合點力學性能的影響還有待進一步研究。
綜合來說,相對于使用芯片釬焊互連和鋁線鍵合工藝,芯片雙面銀燒結技術和銅線鍵合技術表現出更為優異的力學性能和高可靠性,適合應用于碳化硅功率模塊的封裝工藝。但是目前關于銀燒結技術和粗銅線超聲鍵合技術在高溫可靠性方面的研究還比較少,仍需進行深入的探討與研究。
審核編輯 黃宇
-
功率器件
+關注
關注
41文章
1796瀏覽量
90641 -
SiC
+關注
關注
29文章
2887瀏覽量
62937 -
AMB
+關注
關注
0文章
21瀏覽量
6038
發布評論請先 登錄
相關推薦
第三代半導體材料盛行,GaN與SiC如何撬動新型功率器件
SiC功率器件概述
淺析SiC功率器件SiC SBD
SiC功率器件SiC-MOSFET的特點
有效實施更長距離電動汽車用SiC功率器件
【羅姆BD7682FJ-EVK-402試用體驗連載】基于碳化硅功率器件的永磁同步電機先進驅動技術研究
SIC功率器件的發展現狀!
一文解析SiC功率器件互連技術





 工商網監
工商網監
評論