") 淺析電機(jī)高速化背景下的鐵芯連接工藝
淺析電機(jī)高速化背景下的鐵芯連接工藝
今天我們講一個比較小的專題。題目是電機(jī)高速化背景下的鐵芯連接工藝。那么這個專題實(shí)際上關(guān)聯(lián)到兩個問題,首先第一個問題就是電機(jī)高速化,為什么電機(jī)高速化呢?這個我就不多解釋了,反正從功率密度,從別的方面來考慮,大家也都看到了新能源汽車電機(jī)轉(zhuǎn)速現(xiàn)在是越來越高,前兩年可能都還在12000、14000轉(zhuǎn),這些年16000、18000甚至20000多轉(zhuǎn)的已經(jīng)不是很稀奇的事情。那么第二個問題是關(guān)于鐵芯連接工藝,這個題材可能比較小眾點(diǎn),很多人平時也沒有太關(guān)注,這里就稍微展開來講一下,我們都知道電機(jī)的鐵心是用硅鋼片疊起來的,但是光疊起來是不行的,疊起來之后我們還需要采取某種措施把硅鋼片片與片之間連在一起,否則的話就是一堆散在一起的鐵片,這不牢靠也會產(chǎn)生很多問題,因此就會有個鐵心連接工藝,用什么方法把它連接。
那么我們接下來大家就開始講這個問題,首先介紹一下常用的鐵芯連接工藝,鐵芯我們要把它連成一起,但是鐵芯本身你可以把它看作是一堆鐵片把它疊在一起,鐵片與鐵片之間正常情況下是沒有可以把他們固定的手段的。我們想要把它固化成一體怎么辦呢。
有這么幾種方式,其實(shí)工業(yè)電機(jī)領(lǐng)域還有一種扣片的工藝,現(xiàn)在在新能源汽車這里不太看得到,在這里講個題外話,就稍微解釋一下扣片,就是在鐵心的外圓有一個槽,是類似一個燕尾型或者叫鴿尾型,然后把一個鐵片,是一個中間拱起的鐵片把它嵌在這個槽里面,然后用錘子、榔頭之類的,把這個片拱起來的地方把它敲下去,就是把這個鐵片子撐開,沿著周向的把鐵心撐緊,然后兩端再把這個鐵片折回來,相當(dāng)于是我們用了一個巨大的夾子把硅鋼片夾起來。
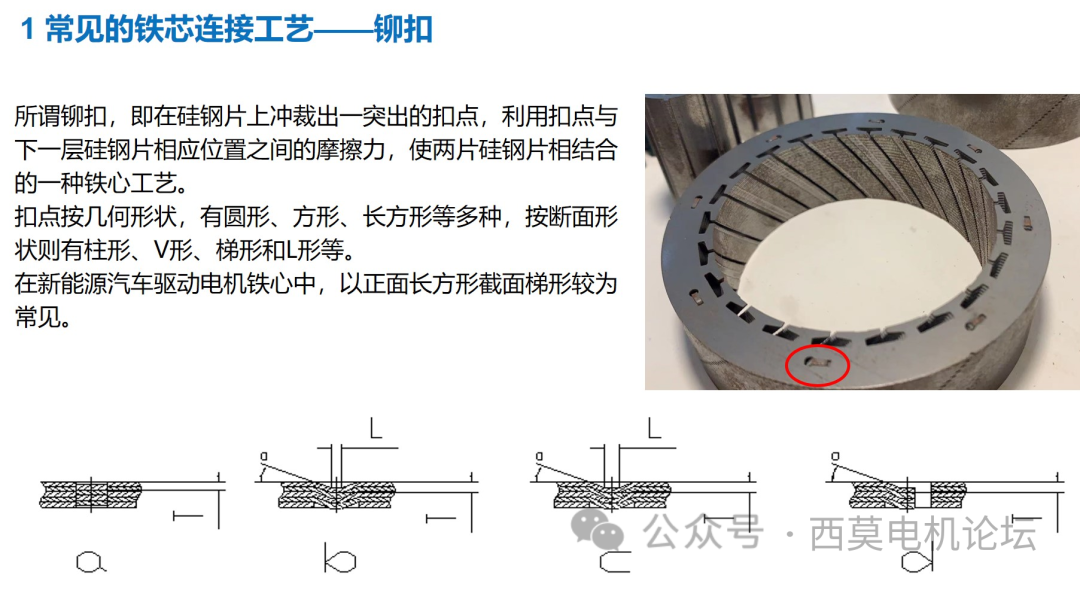
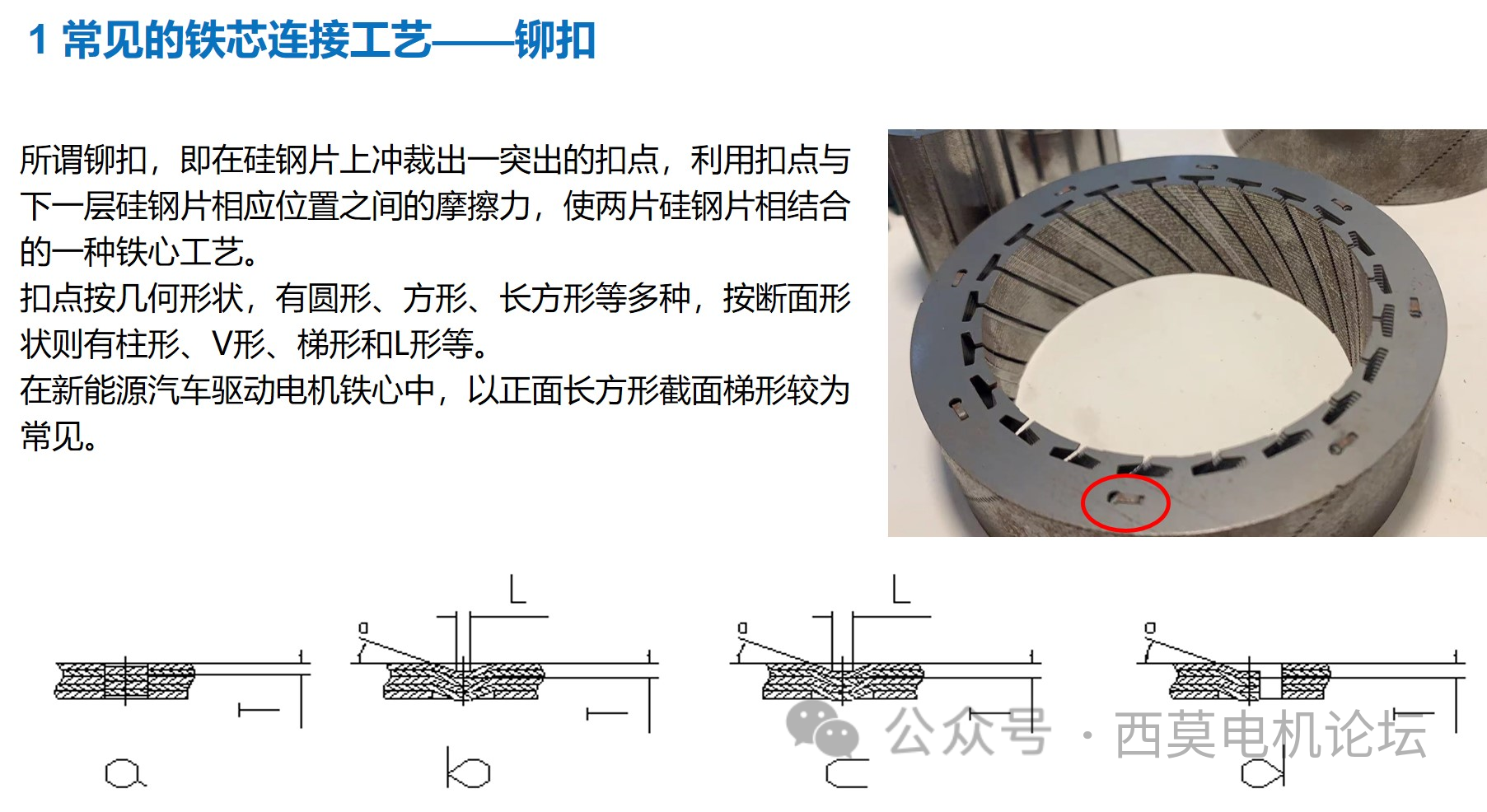
常見的鐵心連接工藝就是鉚扣,這是其中的一種,所謂的鉚扣就是在硅鋼片上沖裁出一個凸出的扣點(diǎn),用一層的扣點(diǎn)與另外一層的一個凹坑之間的摩擦力使得兩枚硅鋼片結(jié)合成一體,上圖紅色就是一個比較典型的扣點(diǎn)。扣點(diǎn)其實(shí)有很多形狀,有圓的,比如就是我們經(jīng)常在小電機(jī)看的,比如說圓鉚點(diǎn),然后方的,長方形的;以圓形和長方形的居多數(shù)。那么扣點(diǎn)本身還會有很多變化,它不是以這個斷面的形狀來看。又比如說有柱形、V型、梯型、L型等等。下面左邊第一個就是比較典型的一種柱形的扣點(diǎn),就是說一個扣點(diǎn)完全和他自己的這一片斷開,但是這種情況其實(shí)這種不太多。然后像第二個這種V型的,也就是從這個斷面來看,這個扣點(diǎn)是一個V字型,一個很明顯的V。那么第三個這種梯型的,他這里不是尖的,他帶的有一個比較小的一個平面。那么第四個L型就是說這個扣點(diǎn)在這里是切斷的,他有一邊是沒有接觸的。那么在新能源汽車的驅(qū)動電機(jī)里的鐵心里面,是長方形的梯型扣點(diǎn)居多,但不是說沒有別的形狀,只是這種用的比較多一點(diǎn)。
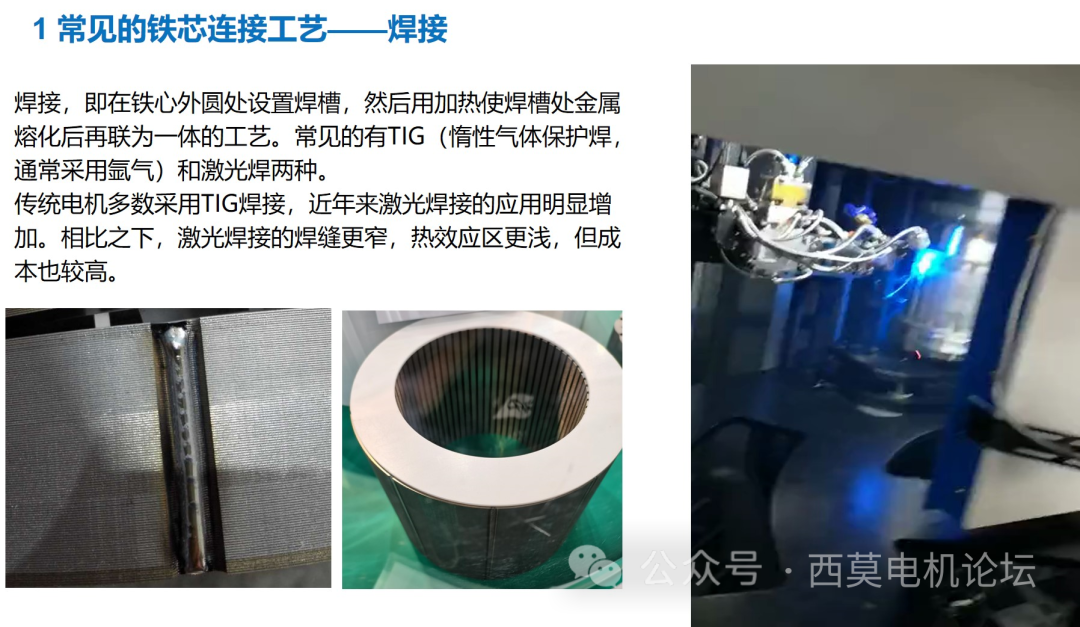
第二種是焊接。所謂焊接就是我們在鐵心的一般來說如果是定子是在外面;如果是轉(zhuǎn)子的話,那就多半要放到內(nèi)孔位置,設(shè)置一個槽,然后用加熱使這個地方金屬融化再連為一起。常見的有惰性氣體保護(hù)焊和激光焊這兩種比較常見。其實(shí)以前都是用TIG的,現(xiàn)在隨著一些要求越來越高,用激光的多了。但是激光焊主要就是價格比較貴,第一個圖是一個典型的焊縫,但這個焊的它比較粗。然后第二個是一個激光焊的,實(shí)際上它的焊縫會比較窄,這有個視頻,我們先看一下,這是氬弧焊的。激光焊其實(shí)沒有這么大的動靜的。
實(shí)際上在常見的產(chǎn)品當(dāng)中是鉚扣和焊接同時應(yīng)用的。一般來說鉚扣是用在沖片和疊片的過程中。它一方面起著固定的作用,一方面也起著疊片和定位的作用,但是單靠鉚扣的話結(jié)合力是不夠的,整個鐵心的鋼度也是比較欠缺,因此往往再用焊接的方法進(jìn)行加強(qiáng)。
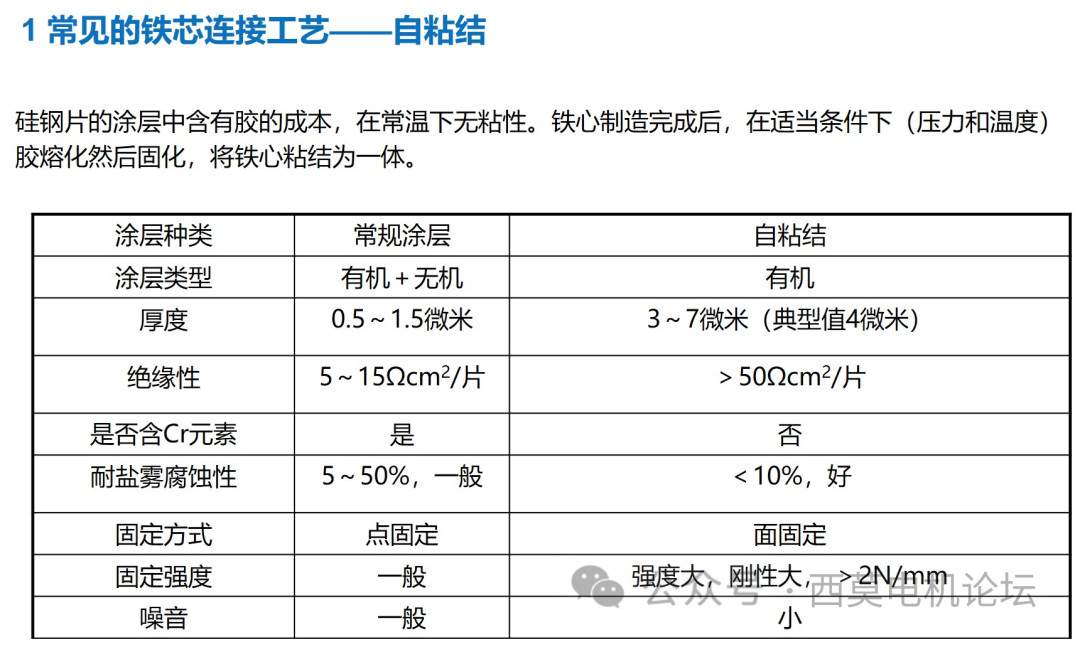
我們來看下自粘結(jié)這種,我們稱作自粘結(jié)工藝。我們都知道硅鋼片在出廠的時候表面是有涂層的,這個涂層主要是起絕緣的作用。但實(shí)際上有這么一種比較特殊的涂層,它在出廠的狀態(tài)下是跟普通的出廠沒有什么太大的區(qū)別,但它比較厚。然后在適當(dāng)?shù)臈l件下,具體來說就是在一定的壓力和一定的溫度下,它會融化,然后變成一種類似于膠的形式,然后它又會固化,最終把整個鐵心粘為一起。這個表是說這種自粘結(jié)涂層一些基本的特征,這個特征其實(shí)沒有什么好講的。
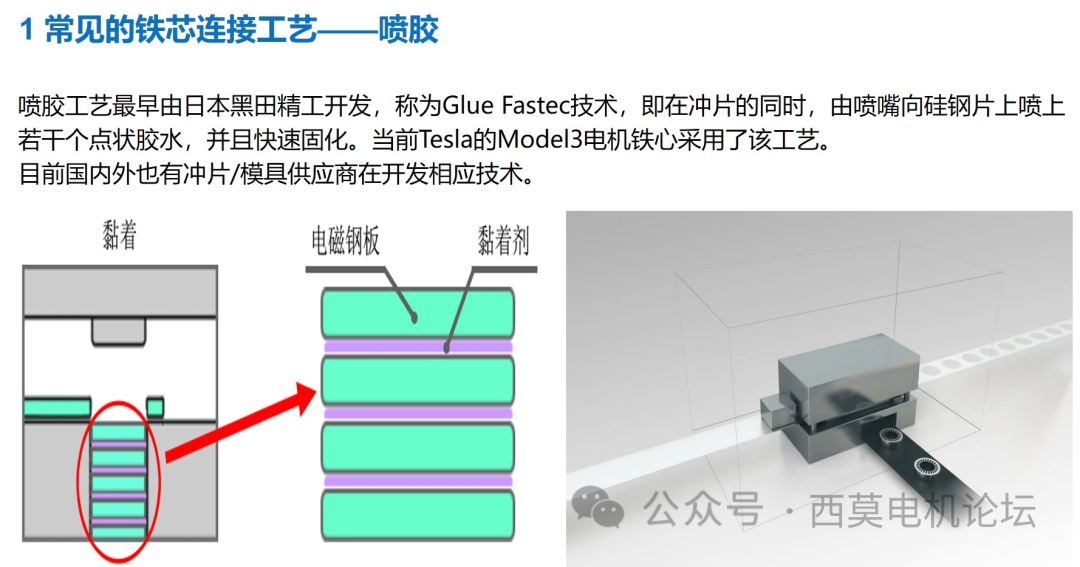
我們還有一種。這種技術(shù)說實(shí)話前兩年還是很稀奇的,這種技術(shù)是日本黑田精工開發(fā)的,我們中文的話可以叫他噴膠,黑田把他叫做glue fastec。早個幾年的話,只有黑田有這些,這兩年應(yīng)該說特別是國外已經(jīng)見到比較多的應(yīng)用了,據(jù)說有很多企業(yè)在開發(fā),國內(nèi)我聽說也有很多企業(yè)在開發(fā),但是量產(chǎn)的好像還沒怎么見到過。
那么它的具體過程是什么呢?他在沖片的同時用噴嘴向片上噴一些膠水,這個膠水是點(diǎn)狀的,如果說把每個點(diǎn)再放大,其實(shí)每個點(diǎn)是有很多微小的可以看作是有點(diǎn)像梅花瓣這種形狀的很小很小的膠點(diǎn),這個膠一旦噴出來它會很快地固化。對于行業(yè)比較了解的人,都可以看到前兩年那個model 3電機(jī)就采用了這個技術(shù),這個技術(shù)據(jù)我所知,是黑田在墨西哥的工廠給特斯拉生產(chǎn)的,這里我們可以看一個視頻。
這是常規(guī)的極進(jìn)模的沖壓過程,看他放大以后這個過程,也就是他在每次沖的時候都通過噴嘴在板面上噴一點(diǎn)點(diǎn)膠水,這上面看出來的是一點(diǎn),實(shí)際上每一點(diǎn)放大以后,還可以看到是很多很多小點(diǎn),然后他在下一片沖壓以后和上一片上面的膠水接觸時,他就會快速固化形成這么一個粘結(jié)力。這視頻我也不知道是哪家的,可能不是黑田的。但是他的具體的做法應(yīng)該是差不多的,當(dāng)然各家的具體實(shí)施過程可能有些差別,但是原理應(yīng)該是一樣。
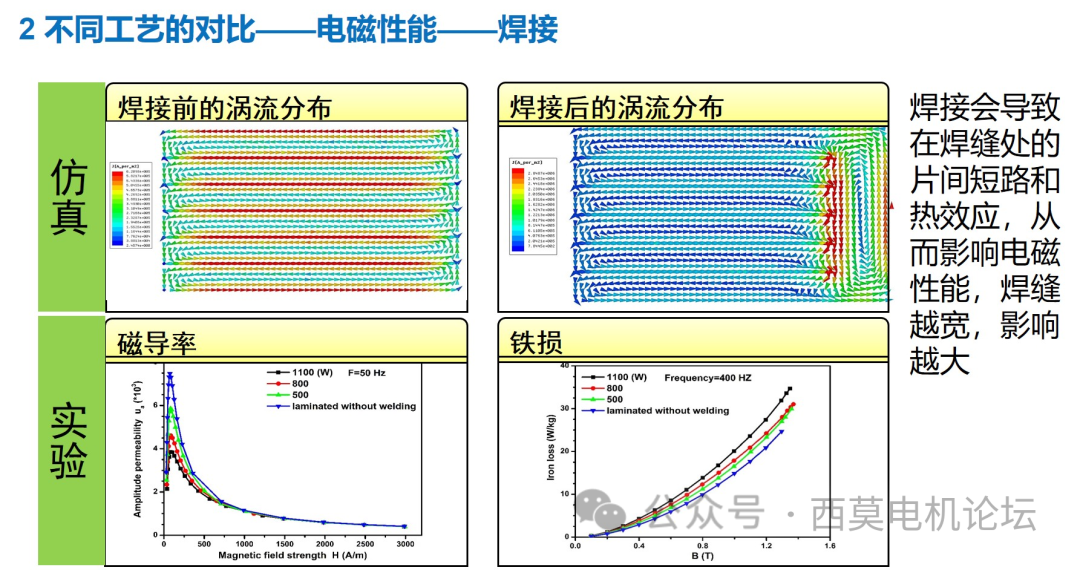
前面的介紹了這幾種工藝,那么接下來我們對這些工藝進(jìn)行一些比較,首先是一個電磁性能的比較,我們知道硅鋼片之間是有涂層的,為什么要有涂層就是起一個絕緣的作用。那么絕緣重要的目的是什么呢,就是為了削弱在片中不可避免存在的渦流。渦流會帶來損耗,那么渦流是和片厚的平方成反比的,所以說片子越薄渦流損耗就越小。但是焊接了以后,我們知道焊接它是金屬之間的連接,既然是焊接的話,不可避免地在焊縫這個位置是片片直接導(dǎo)通,那么導(dǎo)通以后的結(jié)果是什么呢?就是至少在這個位置渦流會變得很大,那么我們可以看到上面兩張圖,這是仿真結(jié)果,左面一個是我們常規(guī)的就是把硅鋼片疊在一起,他的渦流分布就完全是在每一片里面,靠近內(nèi)部的地方渦流小一點(diǎn),靠近外部地方渦流大一點(diǎn),;但是一旦加了焊接以后,在焊接的位置那個片片之間是導(dǎo)通的,因此這個渦流就會在片片之間流通,那么這樣帶來一個很直接結(jié)果就是它的損耗會增加。
那我們最下面的是實(shí)驗的結(jié)果,通過對不同的焊接方式以及不同的焊接工藝,對他們焊接以后,焊接前和沒有焊接進(jìn)行對比,然后上面這幾根線的是用不同的焊接功率來焊接以后所測的結(jié)果,一般來說我們可以認(rèn)為焊接功率越大,它融焊的越深,焊縫的熱效應(yīng)也越明顯,可以看到不管是從導(dǎo)磁性也好,還是從損耗也好,焊接都是會有明顯損失的,而且功率越大或者說焊的越牢他的損耗就越大,這也是比較無可奈何的。
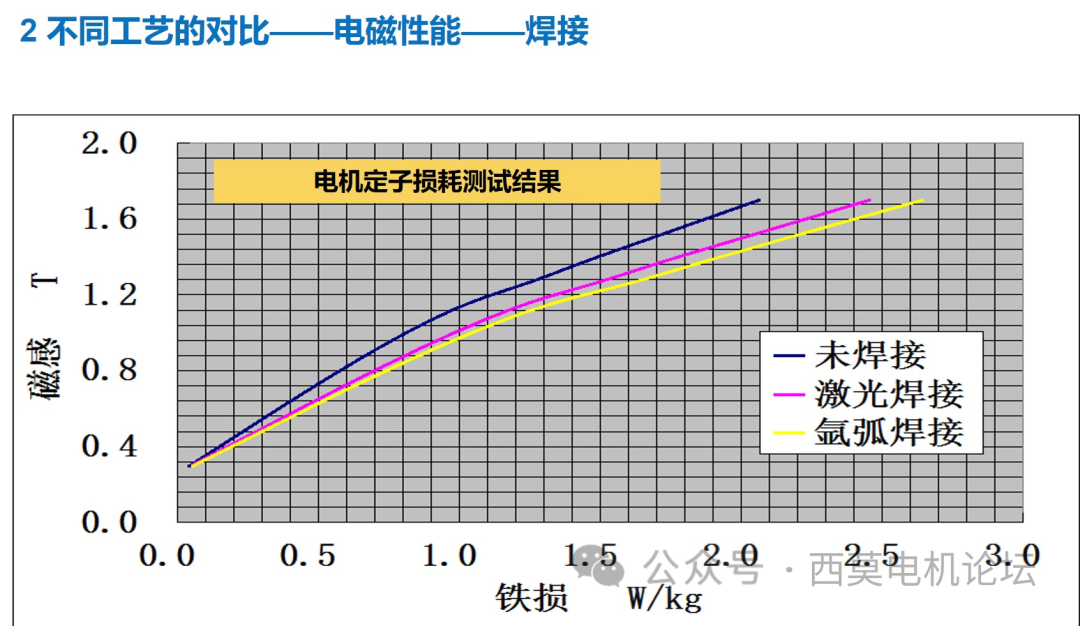
這是另外一個檢測結(jié)果,其實(shí)跟前面那個有類似之處,這里比較的是對同一個定子用不焊接、激光焊接、氬弧焊,這個損耗進(jìn)行了對比。可以看到不焊接的話,以某一個點(diǎn)比如說1.6T橫坐標(biāo)拉過來,看到不焊接它的損耗是最小的,激光焊損耗就明顯大很多,氬弧焊損耗就更大。因為相對于激光焊來說,氬弧焊焊縫更寬,短路的面積越大,那么反過來也可以驗證激光焊接確實(shí)是有一定優(yōu)勢的,除了價格貴。但實(shí)際上如果再深究的話,激光焊它焊的牢固度和焊接以后的剛度其實(shí)還差一點(diǎn)。
前面對比的是焊接,現(xiàn)在來看一下鉚扣。首先扣點(diǎn)同樣也存在片間之間的短路,因為鉚扣的結(jié)果就是一片上凸出來一個點(diǎn),然后和隔壁那一片凹下去的那個點(diǎn)進(jìn)行接觸,中間是有摩擦力的。因此從微觀上來說,這地方也是有短路的,當(dāng)然這種短路跟焊接比的話,不是特別的牢靠。
另外一方面就是扣點(diǎn)本身,扣點(diǎn)的話比如他在水平方向,可以看到這個磁路還是連續(xù)的。但是在垂直方向硅鋼片已經(jīng)斷開了,垂直于這個桌面的方向,它的硅鋼片已經(jīng)斷開了,因此對于鉚點(diǎn)來說,它在某一個方向的磁路是中斷的。
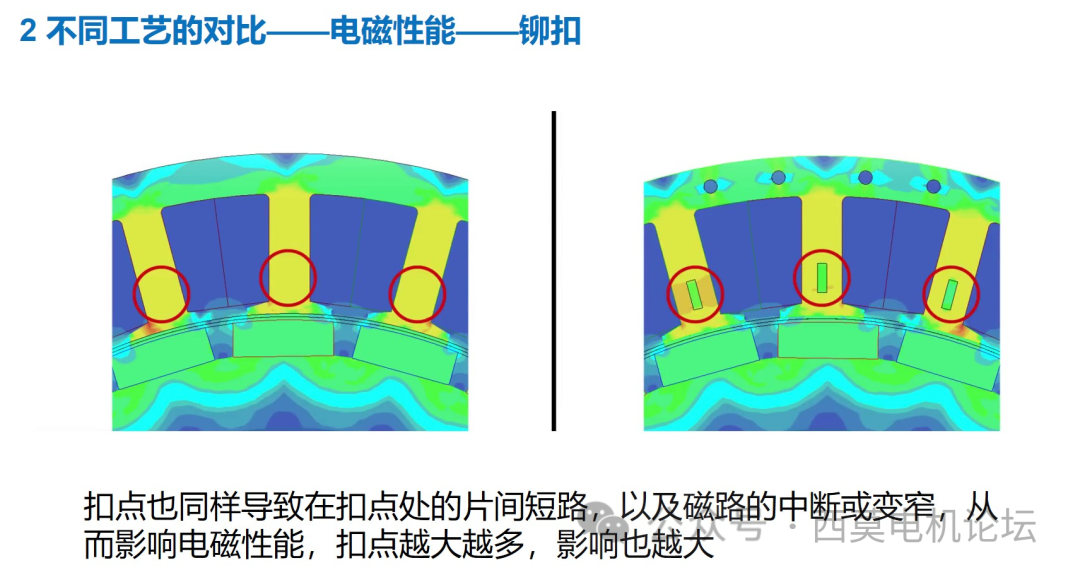
我們以現(xiàn)在圖上的這幾個鉚點(diǎn)為例,假如說鉚點(diǎn)的以平行于齒的這個方向為基準(zhǔn),假如說它的切斷面是那兩條長邊的話呢?那么我們可以基本上認(rèn)為它對磁路的影響可以忽略,因為沿齒這個方向的磁路仍然是通的,這個橫向的磁路雖然不通但是對他的性能沒有什么影響。但如果說這個鉚點(diǎn)設(shè)計不合理,橫過來了轉(zhuǎn)了個方向,這個長邊方向是導(dǎo)通的,短邊方向切斷了,那意味著在沿齒這個方向的磁路中斷了,磁路中斷就會把磁場向兩邊擠,也就說周圍這兩個位置,就是我們看到顏色變深的這兩位置它的磁場變大了,那么相應(yīng)的它就會導(dǎo)磁下降以及損耗增加的這么個效果。
前面其實(shí)對比了一些連接工藝之間的差別。那么我們下面要談到的問題就是我們這個高速化背景下的鐵心,我們該怎么選這個工藝。
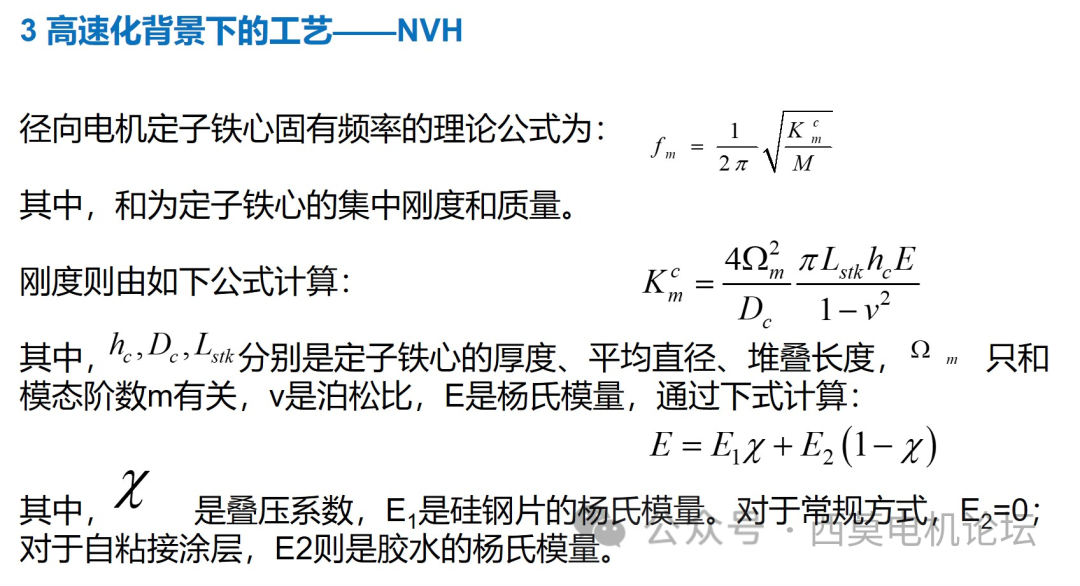
首先談這么一個問題,這里有個公式是關(guān)于常規(guī)的電機(jī)鐵芯固有頻率的一個理論公式。這其中根號里面的這個值kmc它是鐵心的鋼度,鋼度的計算公式也在這里有,這其中的h ,d,L分別是厚度,平均直徑和疊長度等。那么從這個公式上,包括從哪怕從直觀上我們也比較好理解,就是前面也說過了,鐵心是有很多硅鋼的散片放在一起的,片片之間的結(jié)合越牢固,它的鋼度就越大,同時它的固有頻率就越高。
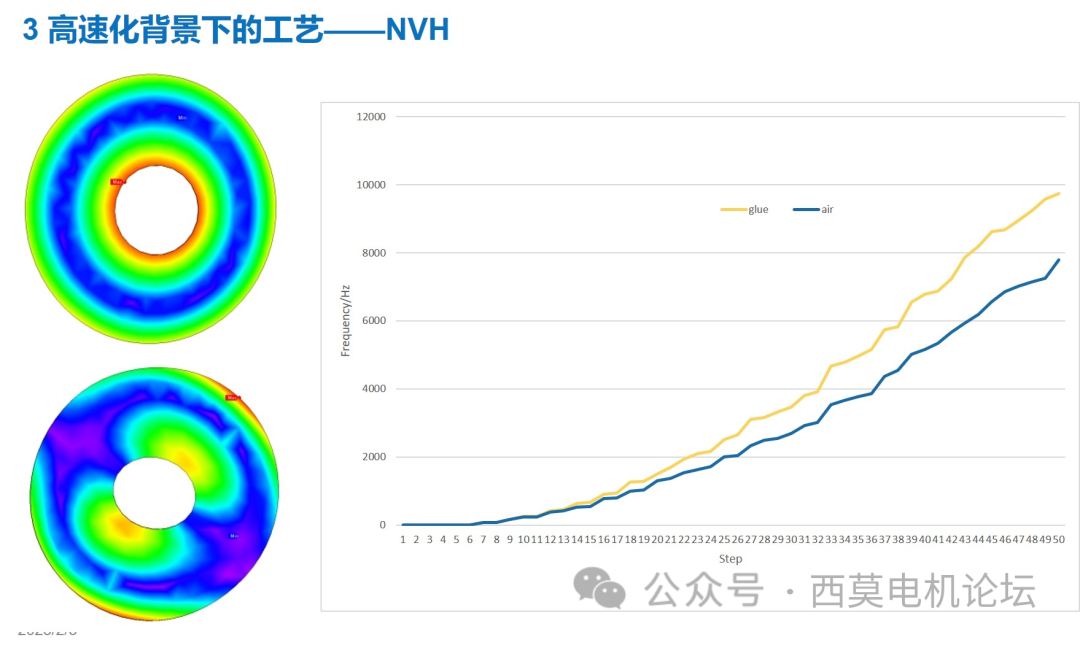
那么這里是一個仿真的結(jié)果。當(dāng)鐵芯片之間有膠存在的時候,我們可以認(rèn)為整個鐵心它是一個整體,但是實(shí)際上如果說我們沒有這些膠呢,那么它不管哪怕是有了焊接里的鉚點(diǎn),但是不管怎么做片片之間仍然是有空氣的,是有個微小的間隙,但是間隙很小可能到了微米級,但是不管怎么它仍然是有間隙的,因此從這個角度來說,他的鋼度就不是那么好,他的固有頻率就會低一些。
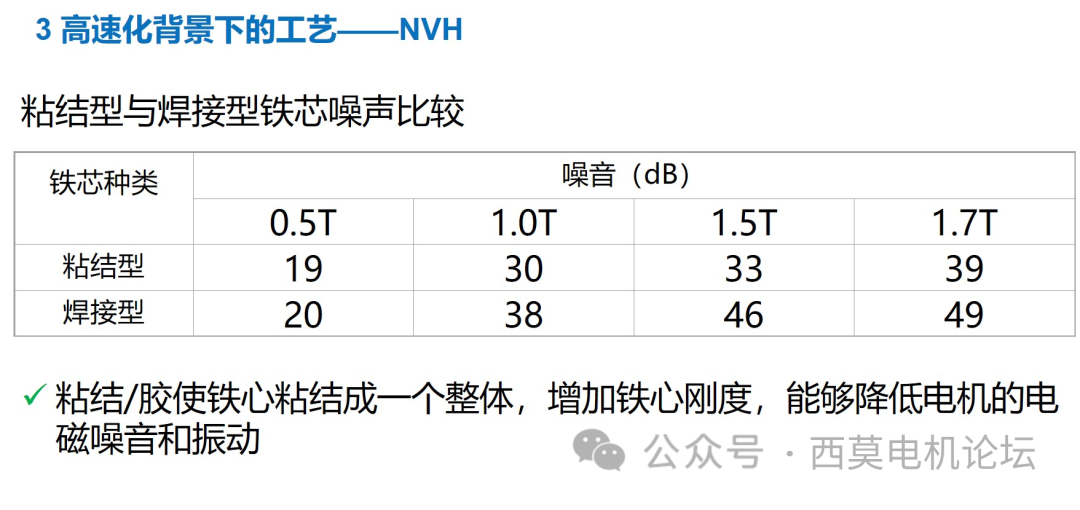
這是一個實(shí)驗結(jié)果,當(dāng)然這個結(jié)果不適用電機(jī),這是用的電抗器來做的。簡單的說就是我把鐵芯疊成小型電抗器,然后線圈通上電,然后測試它的噪音在不同的磁通密度或者說在不同的電壓下面測試它的的噪音,可以看到從測試結(jié)果來看,粘結(jié)型的鐵芯它的噪音要明顯低于焊接型的,而且電壓越高或者說磁通密度越高,這種差異就更加明顯,可以看到0.5特斯拉的時大概就差一個db,到了1.5T時可以差十幾個db,到1.7T的時候好像又降了點(diǎn),這可能跟飽和有關(guān),也可能是測試結(jié)果有時候不太準(zhǔn)。但是不管怎么說這個趨勢是很明顯的,就是鐵心越是牢靠他的噪音就越小。
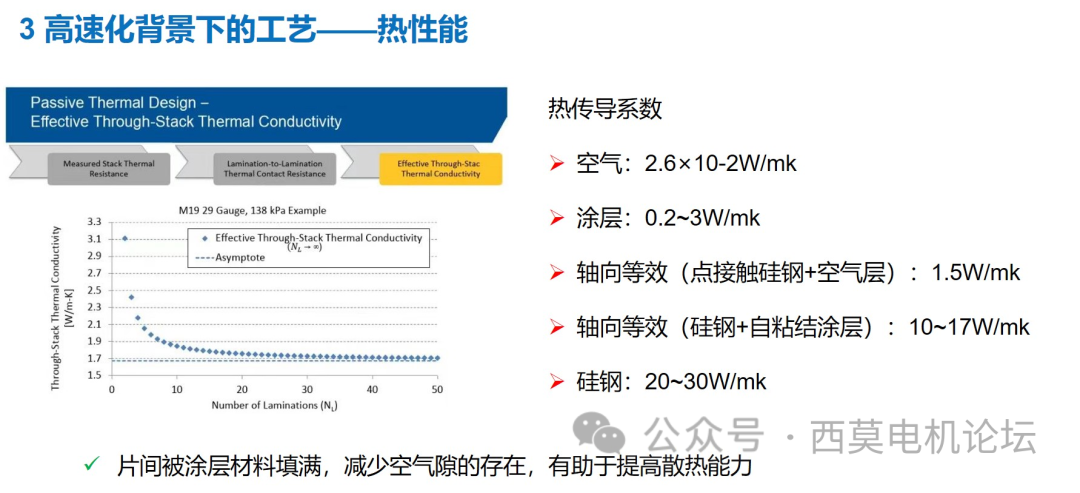
下面我們要討論一個熱性能問題,前面也說到過就是片片之間實(shí)際上是有空氣的。而空氣實(shí)際上對導(dǎo)熱并不是一個太友好的東西,空氣其實(shí)是熱的不良導(dǎo)體。只是說這個片片之間的空氣非常薄,因此可能大家日常感覺不到。這里有幾個數(shù)據(jù),就是不同材質(zhì)的導(dǎo)熱系數(shù)。可以看到空氣的熱傳導(dǎo)系數(shù)是2.6乘以10的-2次方,也就是0.026左右。涂層也就是說這個粘結(jié)性的涂層它的導(dǎo)熱系數(shù)大概在0.2-3之間,不同牌號以及不同的成分還是有些差別。而硅鋼就要大得多了,硅鋼是20-30,可以看很明顯,這三種材質(zhì)之間有數(shù)量級差異,硅鋼要比涂層高兩個數(shù)量級,涂層要比空氣高1-2個數(shù)量級。左邊這個圖應(yīng)該是美國能源部的一個計算,可以看到他計算的是一個硅鋼、鐵、鋅的一個等效的熱傳導(dǎo)系數(shù),當(dāng)片數(shù)很少的時候,大概可以看作是整體的鐵心,或者說是粘結(jié)的鐵心的一個數(shù)字。
當(dāng)片數(shù)很多的時候可以按照我們常規(guī)的這種焊接,或者鉚接型鐵心的這個熱傳導(dǎo)系數(shù)。那么這里面可以通過計算,但這是一個比較粗略的計算,應(yīng)該說主要這個差異是體現(xiàn)在軸向,徑向的話應(yīng)該是沒有什么本質(zhì)的差別,那么大概能差多少呢,軸向的熱傳導(dǎo)系數(shù)也差了將近一個數(shù)量級,如果是這個點(diǎn)接觸的硅鋼,也就是他們有空氣層的,大概在1.5左右;那么如果是自粘結(jié)涂層,這個系數(shù)在10-17之間,大概是這么個數(shù)字。這個其實(shí)也不難理解,就是當(dāng)我用比較好的導(dǎo)體,就是自粘結(jié)涂層填充了片與片間的空氣以后,它把不良導(dǎo)體空氣趕出去了,那么它整體的傳導(dǎo)性確實(shí)會好很多,當(dāng)然這是軸向的。
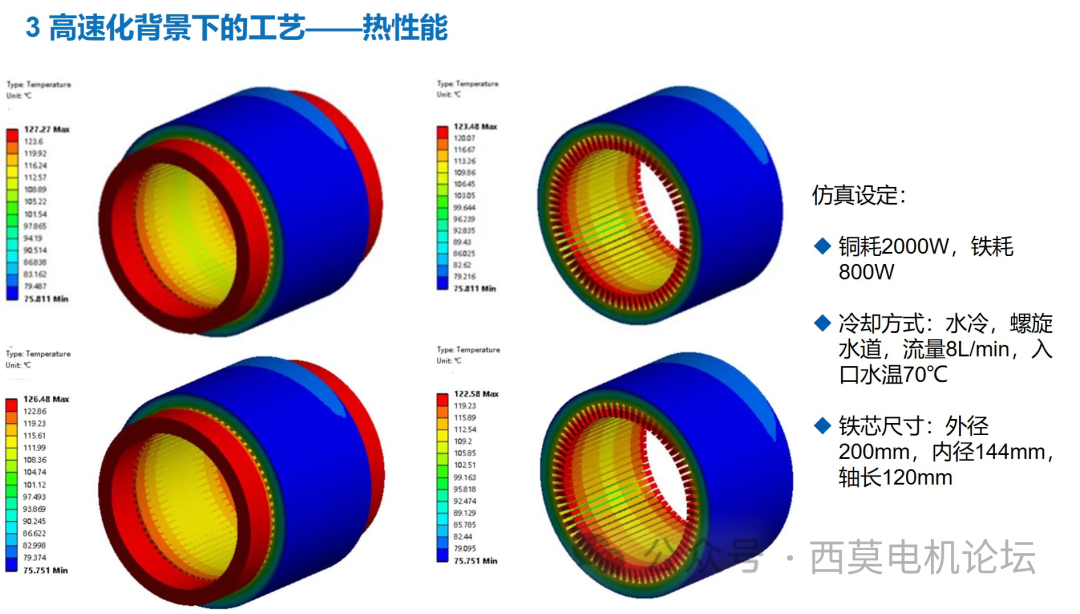
這是一個仿真結(jié)果,但是仿真出來結(jié)果就沒有那么好了。我們可以看到實(shí)際上從仿真的結(jié)果上來看,它整體的溫度其實(shí)降了一點(diǎn)點(diǎn),降得不多,大概降了一兩度的樣子。為什么有這種情況呢?實(shí)際還是跟我們常規(guī)的電機(jī)結(jié)構(gòu)有關(guān),對大部分電機(jī)來說,他的散熱主要還是靠徑向,也就是說從鐵心和繞組沿著硅鋼片徑向傳到機(jī)殼,然后由機(jī)殼的水冷或者說油把熱量帶走,但是對某些特殊結(jié)構(gòu)比如沒有機(jī)殼或者機(jī)殼和鐵心接觸不太好這種電機(jī)來說,那么軸向散熱其實(shí)就還是顯得很重要的,他可能會對這個整體的散熱帶來比較大的影響。
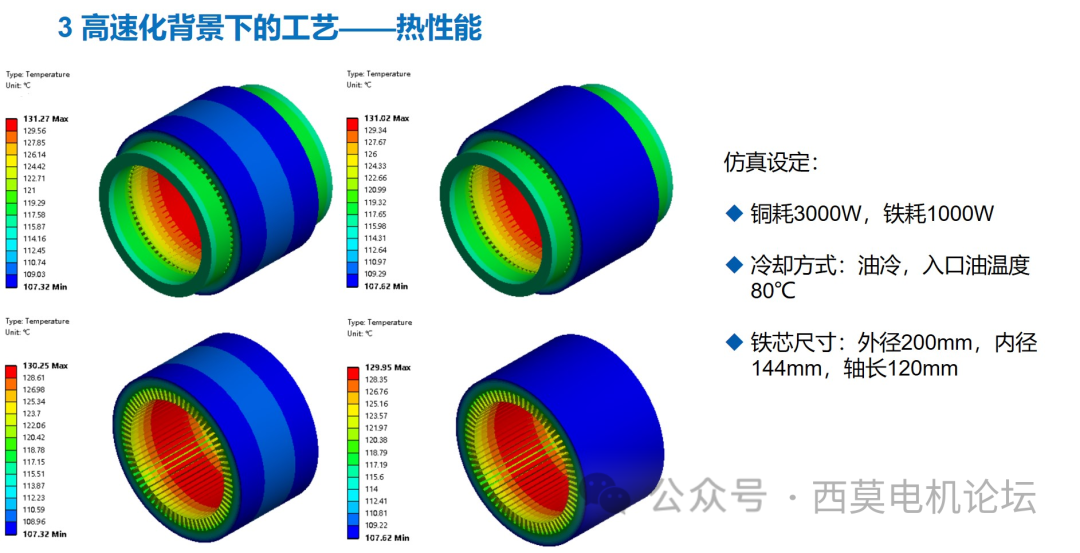
這是另外一個仿真,反正仿真的結(jié)果看下來呢,大概差了能夠差兩度的樣子。前面講了一個導(dǎo)熱的問題,為什么這里提到導(dǎo)熱呢?雖然說仿真結(jié)果不是特別理想,但是我覺得還是在這提一下,因為隨著電機(jī)高速化了,電機(jī)轉(zhuǎn)速增加以后,它整體的電機(jī)設(shè)計會有變細(xì)長的這么一種趨勢,因為轉(zhuǎn)速越高電機(jī)越是細(xì)長。那么他最終會演變成一個什么情況。我現(xiàn)在不好很急忙的下一個結(jié)論,但是作為一種思路或者作為一種意味性的技術(shù),大家可以參考一下。
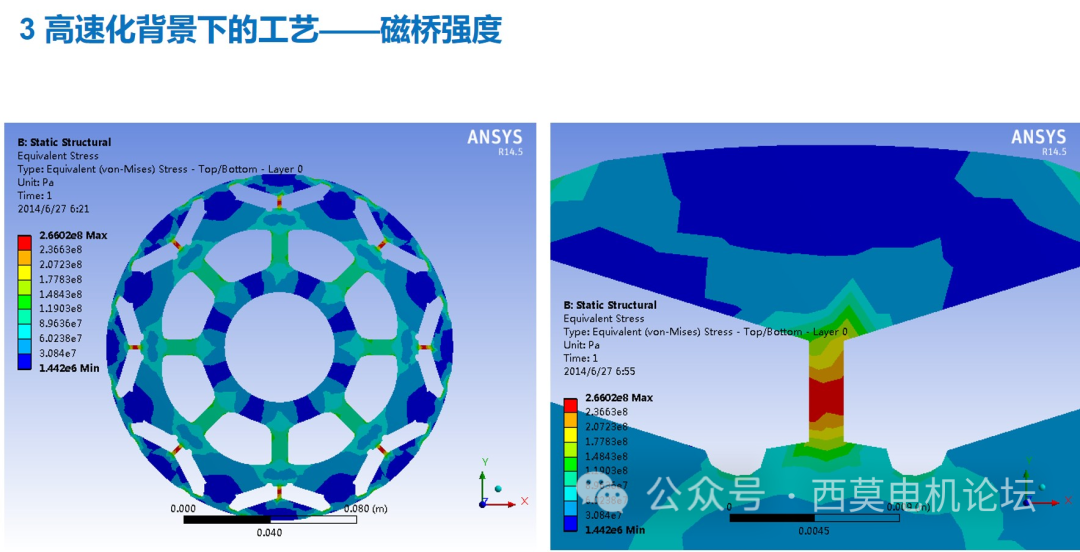
關(guān)于磁橋的強(qiáng)度,我們都知道電機(jī)轉(zhuǎn)速越高,磁橋這地方所需的應(yīng)力越大,我們從設(shè)計角度來說,都需要磁橋做得越窄越好。磁橋窄了以后,這地方漏磁也比較小,然后對轉(zhuǎn)矩什么其實(shí)都有些比較明顯的好處,但是磁橋窄了以后,磁橋位置的這個應(yīng)力就會比較明顯,這個模型大家都很清楚,是一個比較早期的prius模型。經(jīng)過計算它的強(qiáng)度最高的是在中間這個磁橋,大概應(yīng)力是在250、260MPa的樣子。但是這個轉(zhuǎn)速不是太高,大概好像是只有12000轉(zhuǎn)吧,但是我們知道這個應(yīng)力他跟轉(zhuǎn)速不是正比關(guān)系,他是一個平方的關(guān)系。12000rpm的時候是這個應(yīng)力,那么15000rpm的時候可能這個應(yīng)力就已經(jīng)達(dá)到了400MPa。但是我們的材料能夠承受多大的應(yīng)力呢。
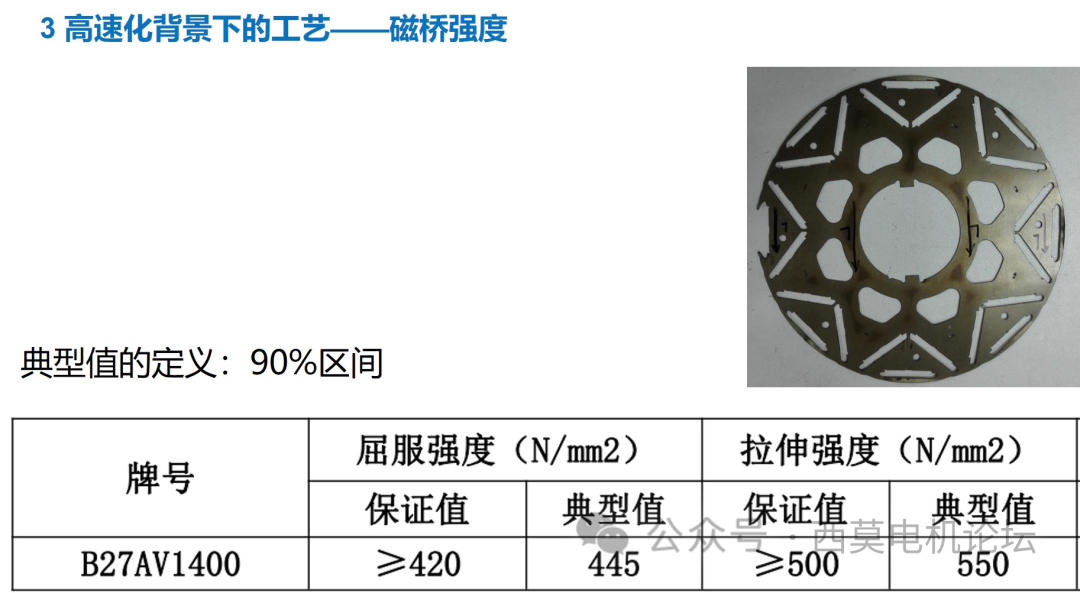
這個圖是一個實(shí)際的案例,具體是誰家的就不說了,總之是在這個其他的地方,他的強(qiáng)度不夠,在經(jīng)過實(shí)驗以后,左邊被拉斷了,整個這一片金屬被拉斷以后被甩了出來,那么我們通常的硅鋼片的強(qiáng)度是多少呢?大概看不同的牌號,但是我們現(xiàn)在汽車行業(yè)常用到的牌號,一般來說是在400大概到450MPa之間這么一個水平,那么這里面實(shí)際上有個問題,就是我們?yōu)榱吮WC電機(jī)的安全運(yùn)行,我們必須留足夠的余量,為什么要留余量?它有多種因素,影響比較大的一個是電機(jī)的設(shè)計溫度,我們這些性能都在常溫下測的,但是電機(jī)實(shí)際運(yùn)行時,轉(zhuǎn)子表面有可能達(dá)到150度甚至更高的溫度,但是在這么高的溫度下面它的屈服強(qiáng)度是會下降的,一般降多少呢?大概能降個60到70 MPa的樣子。也就是說,我在常溫下測的這個硅鋼片400Mpa沒問題,不管是做實(shí)驗還是仿真全都沒有問題,但是等到他發(fā)熱的時他的強(qiáng)度下降,因此就必須留足夠的余量,一般留多少呢?大概余量是在1.4~1.5倍的樣子。那么這里面有個問題,就比如說我們以這個牌號的硅鋼片為例,它的屈服強(qiáng)度保證值只有420MPa,保證值是什么意思呢?就是我保證我交給你的每一片,任何一個位置,不管你怎么測,屈服強(qiáng)度一定是大于等于420的,那么會更高嗎這個不能保證,只能說一定是大于等于420,那么換句話說在計算的時候,只能是按照420來進(jìn)行計算,420作為他的下限值來進(jìn)行計算,但是實(shí)際上硅鋼片不同的位置不同的方向,它的屈服強(qiáng)度實(shí)際是有差異的,但是因為保證是420我就只能按420去算。
如果不這樣算的話,說不定圖上斷的這個位置這個點(diǎn)就是最低的點(diǎn)只有420,按430去算到時候算下來說不定這地方就斷了,對不對。但是屈服強(qiáng)度還有另外一個值叫做典型值,什么叫典型值。典型值的定義是這樣的,就是說我給了你這么多硅鋼片,你在上面隨便怎么取點(diǎn),你取100個1000個1萬個點(diǎn)去測,我保證這里面90%的點(diǎn)的屈服強(qiáng)度都大于等于這個典型值445MPa,那么大家有沒發(fā)現(xiàn)這個典型值和保證值之間是有差異的,有一個大概5%到6%的這么一個差異,但實(shí)際上還有更大的差異,比如說平均值,平均值是比典型值更高,像這個牌號平均值可能能到460-470,那么這有什么好處呢?好處就在于如果說用常規(guī)的工藝的話要保證每一片經(jīng)過驗算屈服強(qiáng)度都能夠承受應(yīng)力,但是如果說把他粘結(jié)成一個整體的話,也就說這個地方的應(yīng)力不是我一片自己承擔(dān)的自己,是所有疊在一起的這么多片來承擔(dān)他們共同所受到的離心力,共同應(yīng)對他們的應(yīng)力,那么我在計算時一下子就多了一個很大的空間。不用用保證者來算了,因為如果有一片比較薄弱一點(diǎn)的話,他會把這個力傳遞給隔壁的片子,因為他們是連接成一體的,所以說可以用比如說保證值甚至可以用平均值來計算,雖然說這個提升的幅度不是太多,可能只有10%或者稍微再多一點(diǎn)。但是考慮到現(xiàn)在很多材料的性能已經(jīng)用到極限了,那么不把這點(diǎn)極限挖出來是有點(diǎn)對不起他了。
今天技術(shù)方面其實(shí)講的不是太多,因為這個題目本身比較小眾一點(diǎn),而且可能做設(shè)計的人,一般來說只有做到結(jié)構(gòu)設(shè)計甚至做到零部件的結(jié)構(gòu)設(shè)計人才會關(guān)心這個話題。但是我覺得在目前的這種高速化趨勢下面的是有很多問題需要研究的,硅鋼片的選取及這個連接工藝的選取只是其中一點(diǎn),再往下可能比如說軸電流什么等很多問題都會冒出來,這些問題是我們在以后的這個過程都會遇到,也都是要去解決的問題。只有把說的這些難關(guān)一個個解決掉,那么更高轉(zhuǎn)速的電機(jī)它才會成為一種適合大規(guī)模應(yīng)用的產(chǎn)品。



 ??
??
審核編輯:劉清
-
新能源汽車
+關(guān)注
關(guān)注
141文章
10626瀏覽量
100130 -
電抗器
+關(guān)注
關(guān)注
7文章
547瀏覽量
37365 -
激光焊接
+關(guān)注
關(guān)注
3文章
496瀏覽量
21121 -
工業(yè)電機(jī)
+關(guān)注
關(guān)注
0文章
98瀏覽量
15749 -
驅(qū)動電機(jī)
+關(guān)注
關(guān)注
9文章
416瀏覽量
30800
原文標(biāo)題:張舟:電機(jī)高速化背景下的鐵芯連接工藝
文章出處:【微信號:西莫電機(jī)論壇,微信公眾號:西莫電機(jī)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
基于生產(chǎn)與設(shè)計芯片的多層布線高速化
以電機(jī)定轉(zhuǎn)子鐵芯為例機(jī)床沖壓技術(shù)怎么確保高精度
MOSFET的高速trrSJ-MOSFET:PrestoMOS
無鐵芯直線電機(jī)的優(yōu)點(diǎn)
無鐵芯電機(jī)有哪些優(yōu)缺點(diǎn)?
一種高速化和集成化的數(shù)據(jù)采集系統(tǒng)的設(shè)計

三類高速電機(jī)各有優(yōu)缺點(diǎn) 主要實(shí)現(xiàn)高速化

步進(jìn)電機(jī)鐵芯達(dá)到飽和狀態(tài)的原因 如何預(yù)防步進(jìn)電機(jī)鐵芯達(dá)到飽和狀態(tài)
激光焊接技術(shù)在焊接馬達(dá)鐵芯的工藝優(yōu)點(diǎn)


什么是高速電機(jī)?如何保證高速電機(jī)高效化

新能源汽車驅(qū)動電機(jī)高速化趨勢分析

同茂有鐵芯平板直線電機(jī)的控制策略






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論