 讀碼器基礎干貨分享
讀碼器基礎干貨分享
讀碼器篇
讀碼器是一種用于讀取條形碼和二維碼的設備,隨著移動互聯網的普及,讀碼器在各個行業的應用越來越廣泛。在零售業中,讀碼器可以用于讀取商品條形碼,快速完成收銀結算。在物流行業中,讀碼器可以用于跟蹤貨物運輸,提高物流效率。在智能制造行業中,工業讀碼器的主要作用是讀取和解析產品信息、生產信息和管理信息等,幫助企業實現生產過程的可追溯性、生產計劃的準確性、產品質量控制的有效性等方面的目標。
工業固定讀碼器的主要功能和作用:
1、重碼檢測:重碼檢測判斷、缺碼或少碼檢測判斷,確保產品在出廠后條碼的唯一性。
2、生產統計:通過工業讀碼器掃描成品條碼,可自動完成成品的產量統計、用料統計,同時計算出廢品狀況。
3、成本控制:將所有使用的生產原物料建立唯一編號,附有條形碼標簽;通過每種類型的產品物料清單,將產品生產計劃分解成為用料計劃,可合理計算材料余量,控制每批產品的材料用量與標準成品的偏差。
4、品質追蹤:可通過工業讀碼器掃碼記錄和跟蹤產品的生產場地、生產日期、班組生產線、批號和序號,建立起良好的可追溯性,并找到產生殘次品的責任人員;
5、產品檔案:利用條碼采集數據,可以建立包括產品的制造過程、部件配置、質檢數據等詳細信息的完整產品檔案。工業掃碼器在確保產品制造過程的準確性和效率,在生產管理中實現快速檢索與溯源。
條碼的種類
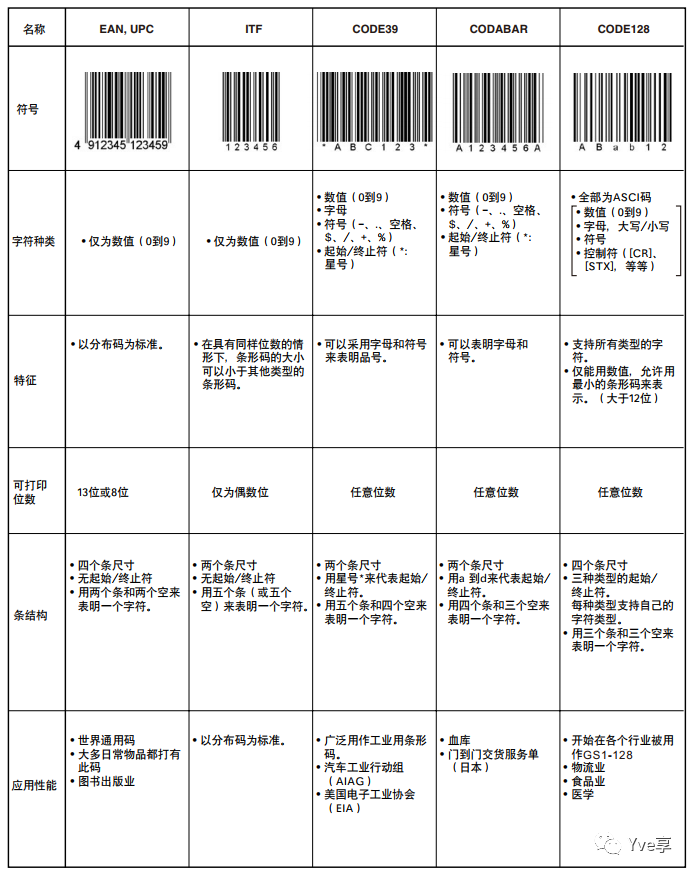
我們常見的條碼有條形碼(一維碼)和二維碼。條形碼(一維碼):世界上一共有大約100種條形碼,下面是常用的條形碼:
 ? ? ? ? ?
? ? ? ? ?
條形碼格式
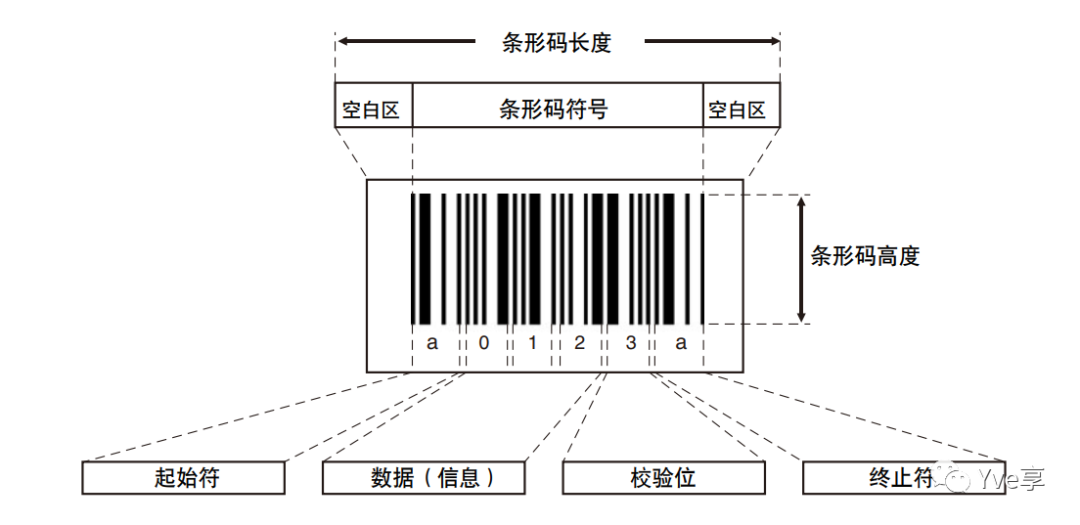
空白區(邊緣):條形碼符號的左、右端。如果邊緣空白區寬度不夠,條形碼讀取器就無法對條形碼數據進行掃描。左右邊緣都必須至少是窄條寬度(最小單元寬度)的10倍。
起始/終止符:表明數據開始和結束的字符。條形碼的種類不同,起始/終止符也不一樣。CODE 39采用"*",CODABAR采用"a"、 "b"、 "c" 和 "d"。(EAN和ITF采納,不是字符,是表明數據開始和結束的條形圖案。);
數據(信息):字符的條形碼圖案(數字的、字母的、等等)代表從左開始的數據。上圖中從左的條型圖案分別代表"0"、"1"、"2",顯示數據"012"已經被驗證。
校驗位:計算數值以校驗讀取錯誤。直接附在條形碼后;
條形碼長度:條形碼的長度包括左右空白區的長度。如果包括空白區在內的條形碼與掃描寬度不符,條形碼讀取器就無法掃描數據;
條高:在打印機許可的條件下條形碼盡量要高。如果條形碼高度不夠,激光將會偏離條形碼,導致讀取困難。推薦高度為超過條形碼長度的15%。
窄條和寬條
下面介紹組成條形碼的最小單位條和空。條形碼是窄、寬不等的條和空的組合。每個條和空的名稱如下:
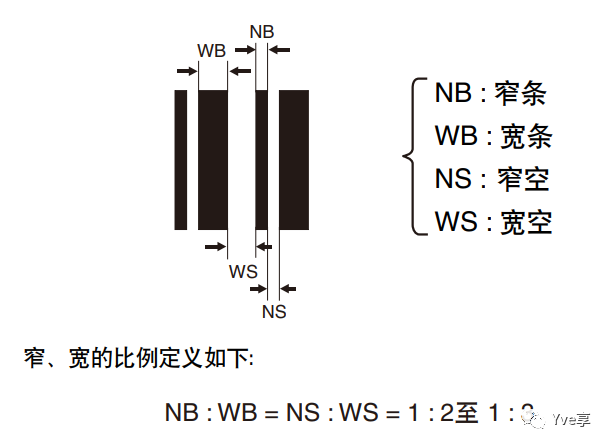
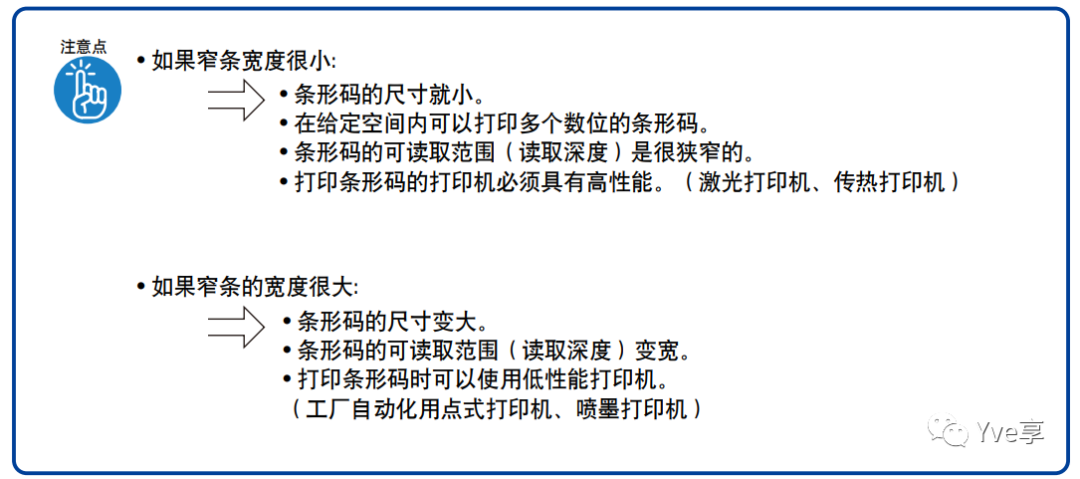
一般準備條形碼時推薦的比例如下:NB : WB = NS : WS = 1 : 2.5 (推薦比例),窄條的寬度是選擇條形碼讀取器的關鍵。窄條寬度也稱做"最小單元寬度"
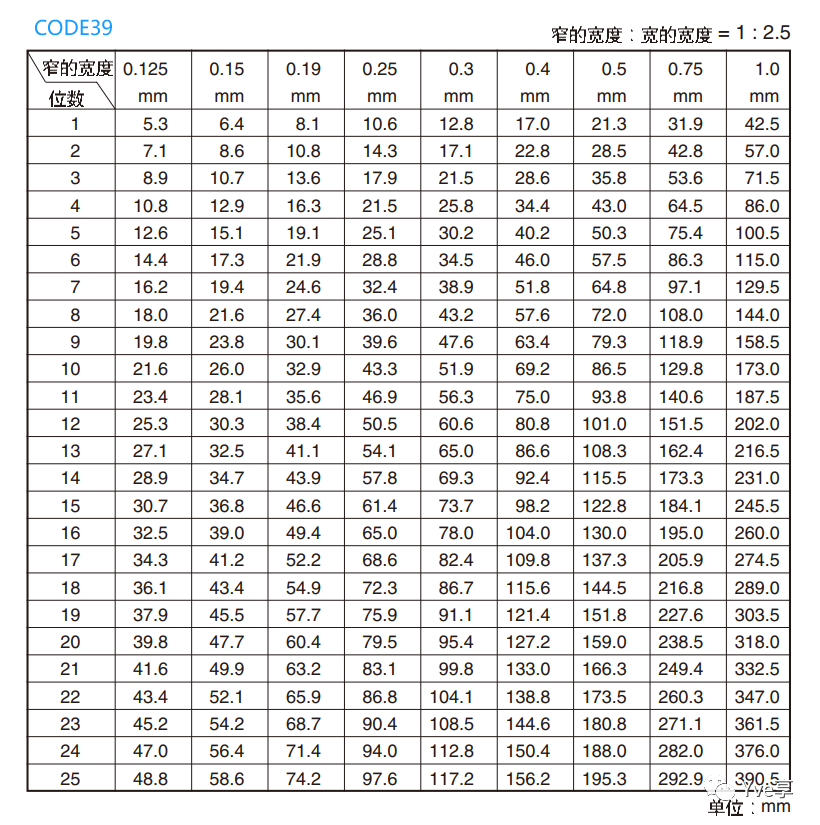
附件:常見條形碼長度列表:CODE39
 ??
??
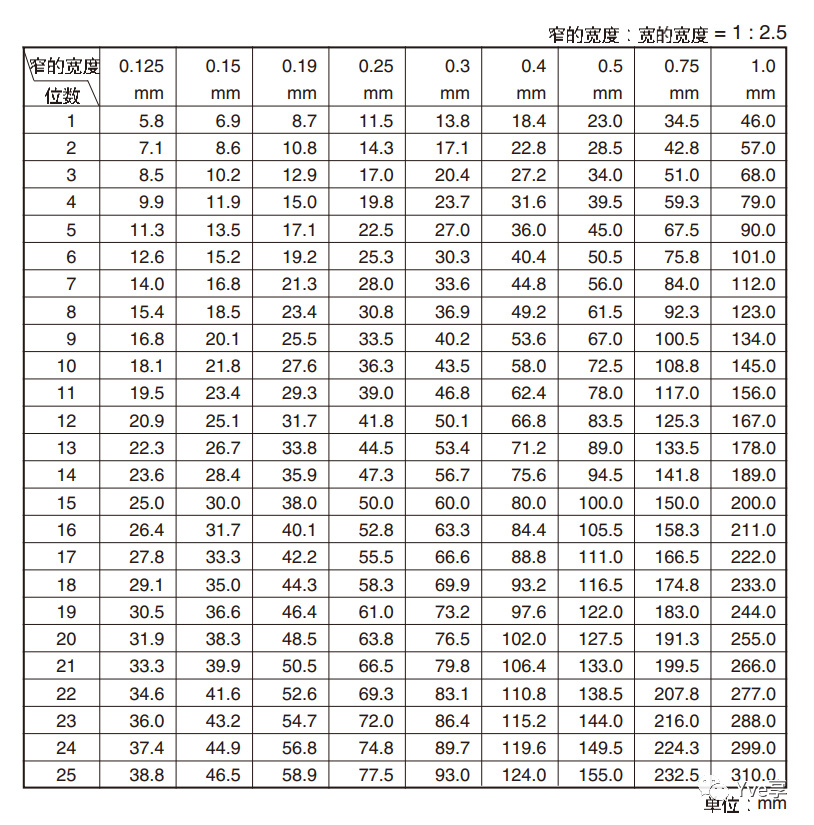
附件:常見條形碼長度列表:CODE128 (CODE-A, B)
 ?
? ?? ?
?? ?
二維碼
二維碼(Two-dimensional code),最早發明于日本,它是用特定的幾何圖形按一定規律在平面(二維方向)上分布的黑白相間的圖形,是所有信息數據的一把鑰匙。在編碼中,巧妙地運用了構成計算機內部邏輯基礎的“0”和“1”位流的概念,用與二進制相對應的幾個幾何圖形來表示字符的數值信息,這些信息可以被圖像輸入設備或光電掃描設備自動讀取和讀出,實現信息的自動處理。更通俗點說,二維碼就是個圖形化的計算機指令,只要通過對應的二維碼識別工具就可以讀取其中的指令并執行。
在現代商業活動中,可實現的應用十分廣泛,如:產品防偽/溯源、廣告推送、網站鏈接、數據下載、商品交易、定位/導航、電子憑證、車輛管理、信息傳遞、名片交流、wifi共享等。如今智能手機掃一掃功能的應用使得二維碼更加普遍。
它具有條形碼技術的一些共性:每種編碼系統都有自己特定的字符集;每個字符都有一定的寬度;具有一定的驗證功能等。同時,它還具有自動識別不同行信息、處理圖形旋轉變化的功能。二維碼既可以橫向表達信息,也可以縱向表達信息,比一般的條形碼有更大的信息容量,因此可以在小面積內表達大量信息。
二維碼特征及優勢:
二維碼技術是在一維條碼無法滿足實際應用需求的前提下產生的。其主要特點是信息量大、安全性高、讀取率高、糾錯能力強。
1.高密度編碼,信息容量大:最多可容納1850個大寫字母或2710個數字或1108個字節或500多個漢字,比一維碼的信息容量高幾倍左右;
2.強大的容錯糾錯功能:當二維碼因穿孔、污損等原因部分損壞時,仍能正確讀取,受損面積達到50%時仍能恢復信息;
3.編碼范圍廣:可以對圖片、聲音、文字、指紋等數字信息進行編碼,可以用條形碼表示,可以表示多種語言和文字,可以表示圖像數據;
4.解碼可靠性高:遠低于常見條碼解碼誤差率的百萬分之二,誤差率不超過百萬分之一;
5.可以引入加密措施:保密性和防偽性好;
6.成本低,制作容易,經久耐用:條形碼符號的形狀、大小比例可以改變;
常見二維碼介紹
DataMatrix(ECC200)的構成
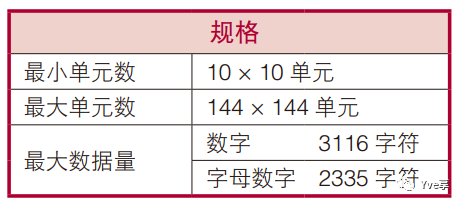
DataMatrix(二維條碼)是矩陣型二維碼,于 1987 年由美國國際資料公司發明。作為標編號 ISO/IEC 16022、 JIS X 0512,進行了標準化。DataMatrix(ECC200)類型包括正方形與長方形,單元數必須是偶數。。DataMatrix 版本包括被稱為 ECC000、 ECC050、 ECC080、ECC100、 ECC140 的舊版和被稱為 ECC200 的新版。
 ? ? ? ?
? ? ? ?
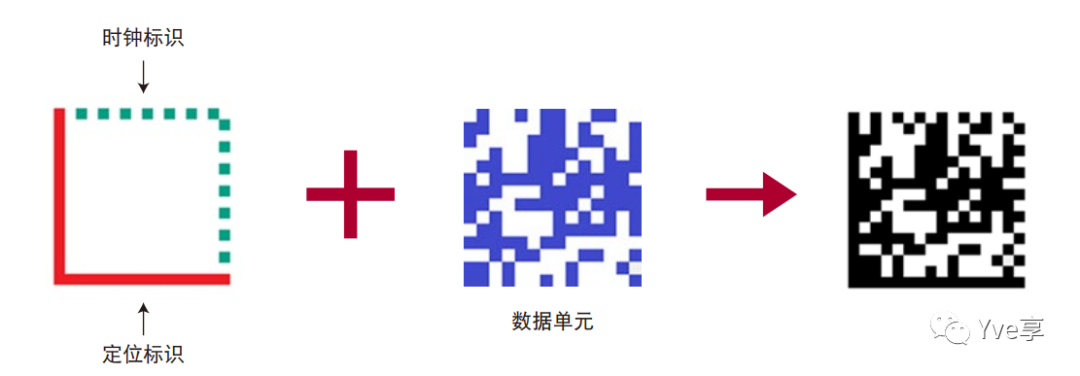
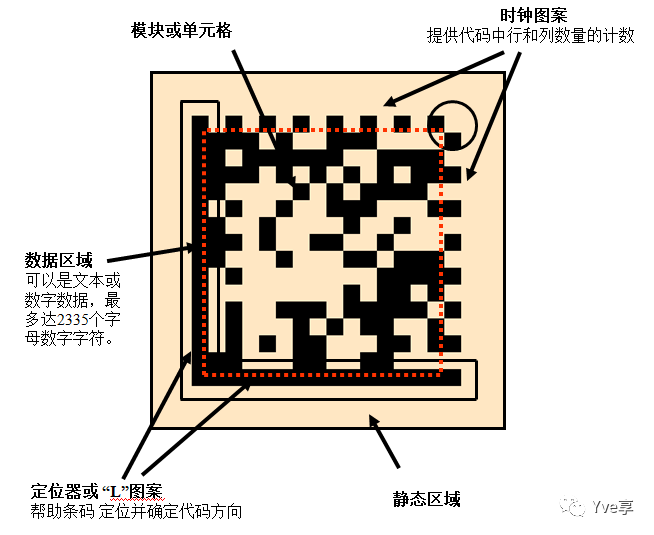
定位標識與時鐘標識:
DataMatrix 的構成如下圖所示,在邊部分配置 L 字形的定位標識和虛線狀的時鐘標識,并在其內部放入數據單元(單元格)。條碼讀取器通過對定位標識與時鐘標識進行圖像處理來檢測位置,可進行 360° 全方位讀取。
大小計算方法:
單元數乘以單元尺寸,即可算出 DataMatrix 的大小。例如,單元尺寸= 0.25 mm 時,大小如下:

QR 碼的構成
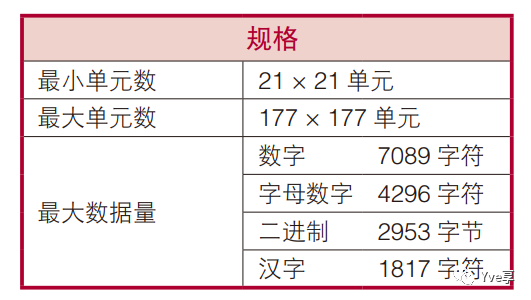
QR 碼(Quick Response 碼)作為重視高速讀取的矩陣型二維碼,于 1994 年由株式會社 Denso Wave 開發。作為標準編號 ISO/IEC 18004、 JIS X 0510,進行了標準化。構成 QR 碼的最小單位(黑白正方形)稱為單元。QR 碼由位置檢測標識(位置探測標識)、定時標識、包含錯誤糾正等級或掩膜號等信息的格式信息,以及數據及錯誤糾正符號(里所符號)構成。
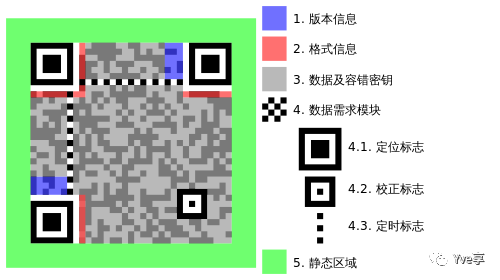
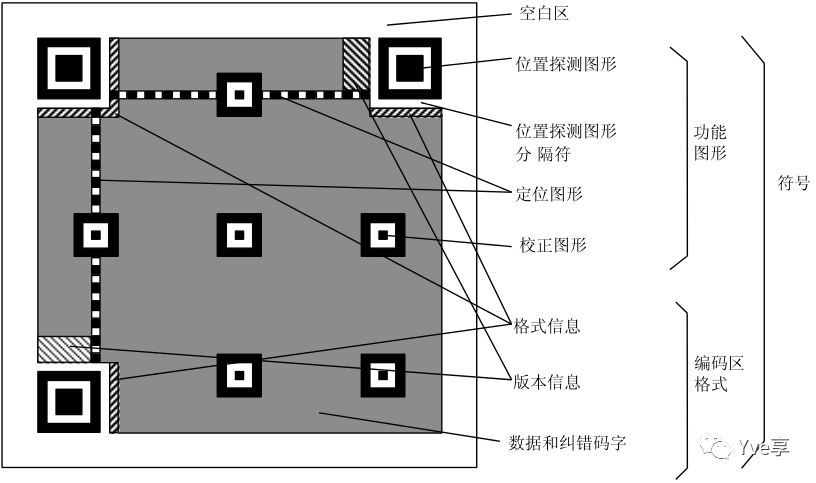
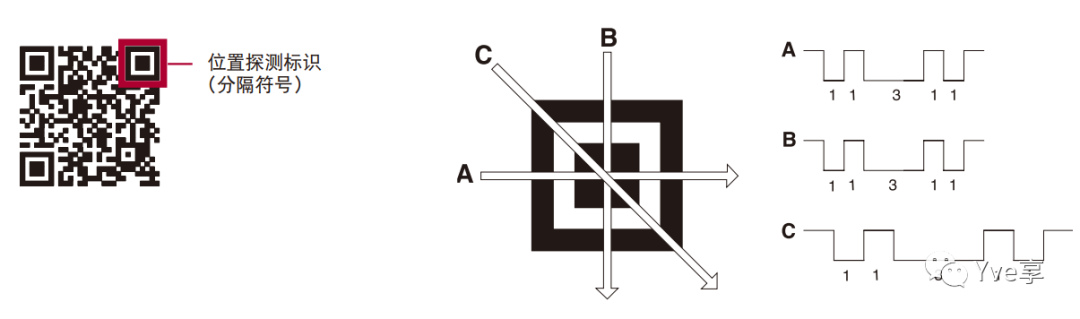
位置探測標識(分隔符號):
指配置在 QR 碼 3 個角落的 3 個(微型 QR 為 1 個)位置檢測標識。首先通過探測該標識,即可識別 QR 碼的位置,能夠進行高速讀取。在 A、 B、 C 的任何位置,白單元與黑單元的比率均為 131,經過旋轉后也可檢測位置或根據位置關系識別旋轉角度。沒有方向性,從 360° 全方位都能讀取,可有效提高作業效率。
生產生活中,條碼標記類型:Labels標簽和DPM直接部件標記。
Labels標簽:是使用預先印刷的標簽、標牌和貼紙。

快遞標簽碼
直接部件標識 (DPM)就是通過激光或化學蝕刻、點刻、或噴墨印刷的方式為元件做永久標記的流程。DPM是一種特殊的標識制作技術,并非是一種碼制, 該技術可以實現直接在零部件表面上做標識,而不需要紙張、標簽一類的標識載體。具有不易丟失,不易涂改的特點。
DPM碼制作工藝:主要有激光蝕刻、機械沖擊、噴墨打印、化學腐蝕4種方法。
1.激光蝕刻
激光蝕刻又稱激光雕刻,是指通過大功率的激光打標機,將激光照射到金屬表面,蝕刻出相應的二維碼信息。激光蝕刻打印出來的條碼質量標記高、分辨率高、非接觸和永久性,但前期投入成本也會較高。

激光蝕刻
2.機械沖擊
機械沖擊又稱機打撞擊,是指通過外部力量沖擊金屬載體,使金屬表面形成一定凹陷的二維碼圖像。通過機械沖擊生成的二維碼質量效果不太好,二維碼尺寸較大,二維碼陣列不夠規整,讀起來會比較困難,但前期投入成本低,抗磨損性極好,具有便攜式和永久性。
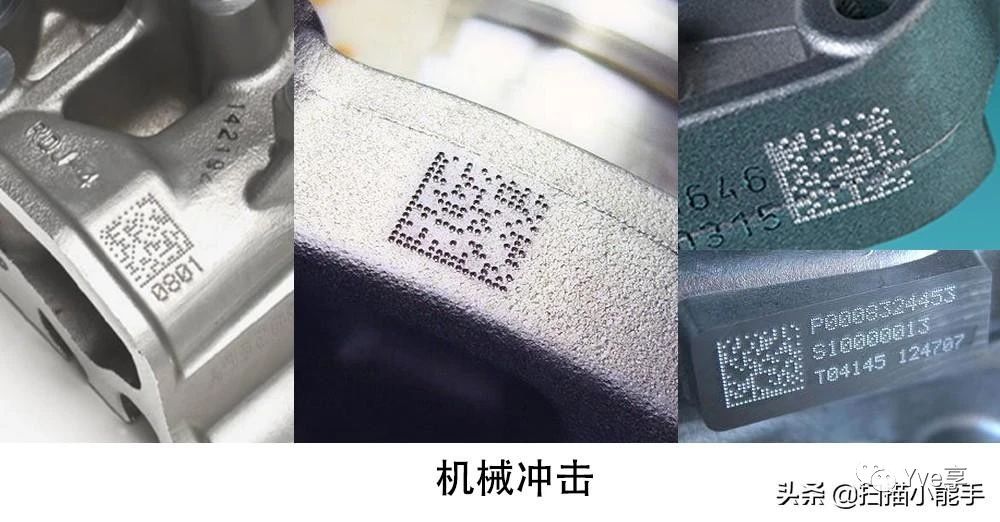
機械沖擊
3.噴墨打印
噴墨打印是指通過噴碼機,對相應產品噴印上二維碼信息。由于噴印技術的限制,往往通過噴碼機打印出來的二維碼不會太小,分辨率低,往往會出現打印不均勻,重影,黑道的現象。從而造成讀取困難,誤讀的情況出現。噴碼打印二維碼的工藝在前期投入成本較低,,非接觸速度塊,但也是最易磨損的一種。
4.化學腐蝕
化學腐蝕是指通過特定的化學試劑,對金屬材質的二維碼載體制作出相應的二維碼圖像。制作此類條碼時需要使用化學試劑接觸到金屬載體,但初始成本低,不改變物體表面。但此類條碼制作后,往往對比對較低,讀取比較困難。
 ?? ?
?? ?
化學腐蝕
碼密度及計算
條碼密度:指單位長度內所容納的字符數量。碼密度是由模塊的尺寸決定的(module),模塊尺寸越小密度越大,單位用mil表示
一維碼的密度,指的是最窄的黑條或白條的寬度;
二維碼的密度,指的是最小的黑塊或白塊的邊長。
這兩種最窄的圖像單元稱為模塊。密度通常用mil為單位,中文叫密爾或密耳,1mil = 1/1000 inch(英寸)≈ 0.0254mm(毫米)。所以,如果說一個一維碼的密度為:5mil,即是說:一維碼的最窄的黑條或白條的寬度為 5*0.0254mm = 0.127mm。如果說一個二維碼的密度為:10mil,即是說:二維碼的最小黑塊或白塊的邊長為 10*0.0254mm = 0.254mm。

由于用尺來量度這么小的長度比較難,所以我們可以量度條碼的整體長度,再將條碼拍照放大,然后查看條碼整體寬度的像素數量,以及模塊的像素數量,再套用公式計算出條碼密度:模塊邊長(即 條碼密度) = (條碼整體的長度mm / 條碼整體長度的像素 * 模塊像素)/ 0.0254。
以下示例計算QR CODE的密度。

QR CODE的整體邊長
上圖的整個二維碼邊長為10mm,單個模塊邊長不到1mm,用尺子不好量出來,所以要用公式推算。
推算的步驟:
1、拍二維碼的照片,盡量放大。
2、用畫圖工具,量出照片中,整個二維碼的邊長的像素(1677像素),以及單個模塊的邊長的像素(76像素):
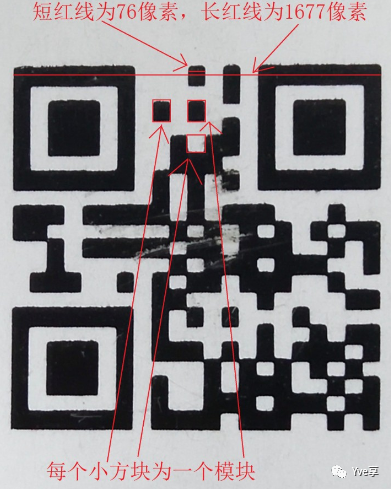
QR CODE的像素
3、由于二維碼實物的邊長與二維碼圖片的像素成比例,而我們量出了 二維碼實物的邊長 和 二維碼圖片的像素,又量出了單個模塊的圖片的像素,就可以計算出模塊的邊長了。公式為:模塊邊長(即 條碼密度) = (二維碼邊長mm / 二維碼像素 * 模塊像素)/ 0.0254,計算結果的單位為mil。最后除以0.0254的作用是將長度單位換算為mil,如果不換算長度單位為mm,平常說條碼的密度一般都以mil為單位。
用上圖的實例來計算一次:
模塊邊長(條碼密度)=10mm / 1677 * 76 / 0.0254 ≈ 17.84mil
因此,上圖中的二維碼密度約為 17.84mil。
案例:
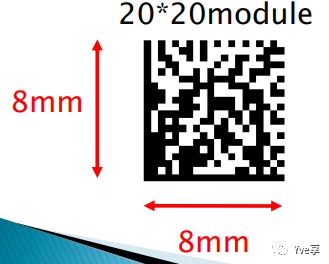
如上圖所示,要準確讀取此矩陣式二維碼至少需要多少的分辨率才可達到?規定視野范圍:100*100mm(請考慮二維碼單模塊最低像素值2.5pixel)
解:
1: 計算碼密度:
8mm/20module=0.4mm/module
0.4/0.0254=15.74mil
2:計算個別像素分辨率
個別像素分辨率=碼密度/使用的視覺工具精度(PPM)
個別像素分辨率:(精度最小為2.5pixel)
0.4/2.5pixel=0.16mm/pixel
3:計算相機所需像素分辨率
所需相機水平分辨率= FOV (H)/ 個別像素分辨率
分辨率:(視野為100*100)
100mm/0.16mm/pixel=625pixel
所以要求的分辨率最小為:625*625
來源丨Yve享
審核編輯:劉清
-
編碼器
+關注
關注
45文章
3667瀏覽量
135240 -
讀碼器
+關注
關注
1文章
112瀏覽量
13685 -
二進制
+關注
關注
2文章
796瀏覽量
41757
原文標題:【干貨】讀碼器基礎
文章出處:【微信號:vision263com,微信公眾號:新機器視覺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
遠景達工業讀碼器震撼來襲!全新升級,讀碼更快更強更智能,能滿足各行業生產流水線作業需求#讀碼器 #工業讀碼器

R3000讀碼器,結構緊湊,支持多通訊協議!#流水線讀碼器 如果您有讀碼器的需求和應用,歡迎聯系深圳遠景達。

工業讀碼器 S180超快的解析速度,更適合動態讀碼場景,如果您有相關工業讀碼器的需求和應用,歡迎聯系深圳遠景達
工業讀碼器 流水線讀碼報警案例,掃碼OK亮綠燈,掃碼NG亮紅燈!如果您有讀碼器的需求和應用,歡迎聯系深圳遠景達
經濟實用的工業讀碼器推薦
掃碼器設計方案:物流掃碼固定式掃描相機BXT-10M 自動分揀讀碼器 條碼識別掃碼器

康耐視DataMan 152Q讀碼器讓紐扣電池讀碼率達到99.9%

遠景達固定讀碼器助力電子行業PCB板雕刻碼掃描

遠景達工業讀碼器使用方法










 工商網監
工商網監
評論