 印刷錫膏時出現少錫的問題該如何解決?
印刷錫膏時出現少錫的問題該如何解決?
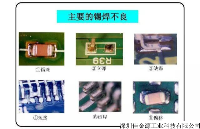
印刷錫膏少錫問題主要歸結于以下原因:
(1) 鋼網厚度不適合
鋼網方形開孔和長方形開孔結構,開孔面積可以簡單的通過長x寬計算(L x W)。
孔壁面積 = 2T(L+W)
面積比 = LW/(2T(L+W))
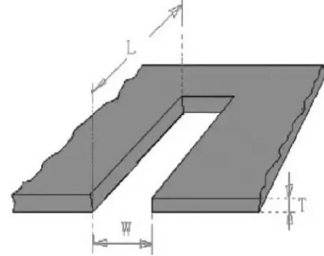
圖1. 鋼網開孔。
鋼網圓形開孔結構: 開孔面積 = πD^2/4; 孔壁面積 = πDT; 面積比 = D/(4T)
在印刷錫膏過程主要考慮四個力的作用: PCB焊盤對錫膏向下的拉力,錫膏重力,孔壁對錫膏粘著力,鋼網殘留錫膏對孔內錫膏黏著力。對印刷質量起到主導作用的力是PCB焊盤對錫膏向下的拉力和錫膏重力。這兩個力之和需要大于孔壁對錫膏的黏著力才能保證正常脫模。鋼網厚度越大,孔壁對錫膏的黏著力就越大,增大脫模難度。
最小開孔和鋼網厚度不匹配會導致少錫問題。如果鋼網最小開孔的長度是開孔寬度的5倍以上,開孔寬度需要是厚度的1.5倍以上(L>5W, W/T>1.5)。當開孔長度不大于寬度的5倍時,開孔面積應當是孔壁面積的0.66倍以上 (L<5W, 開孔面積/孔壁面積 > 0.66)。
(2) 錫膏合金焊粉尺寸不恰當
錫膏印刷工藝需要遵循“五球法則”。方形/長方形開孔的最短邊需要容納至少五個焊料顆粒(粒徑上限為基準)。如果鋼網長方形開孔寬度為0.2mm,需要使用4號錫粉(20-38μm)。如果是圓形開孔,開孔直徑應當為錫粉顆粒大小的8倍。錫粉顆粒太大容易發生粉末卡死在開孔的現象,導致脫模少錫問題。
計算過程:38μm x 5 = 190μm = 0.19mm<0.2mm
(3) 鋼網孔壁粗糙度過高
鋼網制造工藝有蝕刻法,激光切割法和電鑄工藝。蝕刻法制成的鋼網中間有突出,不利于脫模。激光切割鋼網孔壁粗糙度較大,且孔壁上會存在毛刺,易導致印刷少錫問題。孔壁粗糙度可通過立體顯微鏡進行觀察發現。電鑄鋼網孔壁最光滑,且開孔呈倒梯形形狀,極大的改善了脫模效果。
(4) 鋼網張力不達標
鋼網張力不足容易使脫模時出現鋼網下墜問題,影響錫膏脫模性,導致PCB上的錫膏量不足。
(5) 刮刀壓力過大或過小
刮刀壓力過大的影響體現在錫膏厚度不足。在印刷時由于單位長度受到大壓力導致剛性不足的刮刀出現一定程度形變,將大尺寸開孔內的錫膏挖出,導致錫膏點中間塌陷,形成類似馬鞍狀的印刷效果(圖2)。對此可以采用臺階式刮刀片或者略微降低印刷壓力。相反的,刮刀壓力過小也會導致焊料刮不干凈導致少錫。
(6) 印刷錫膏劣化
錫膏在長時間放置后會出現粘度變大和結塊的問題。粘度大的錫膏會粘在刮刀上,導致印刷時鋼網上的錫膏量不足和少錫問題。錫膏粘度變化應當越小越好,從而滿足更長的印刷時間和板上時間。此外當產量較低時應該減少錫膏使用量,避免造成焊料過量。錫膏回收次數太多也不利于保持印刷質量。一般回收次數不建議超過兩次,回溫太多會導致焊料性能退化。另外需要注意,刮刀兩側的錫膏要及時回收到錫膏罐并充分攪拌2-5分鐘后再重新使用。
(7) 印刷/脫模速度過快
錫膏的剪切變稀性質使其在剪切速率快的時候更接近液體狀態。如果印刷速度過快,錫膏填孔效果差,形成屋頂狀的印刷錫膏點。脫模速度快也會使焊料粘在孔壁上不能順利脫模,導致少錫。
深圳市福英達是專業生產超微錫膏的廠家,能夠生產不同粘度的印刷錫膏滿足客戶不同的印刷需求。福英達超微印刷錫膏粘度穩定,潤濕性優秀,板上時間長,歡迎與我們聯系了解產品信息。
審核編輯:湯梓紅
-
印刷
+關注
關注
0文章
76瀏覽量
17106 -
錫膏
+關注
關注
1文章
838瀏覽量
16844
發布評論請先 登錄
相關推薦
錫膏印刷時錫膏塌陷是怎么造成的?



SMT貼片工藝中錫膏印刷的關鍵細節及優化策略
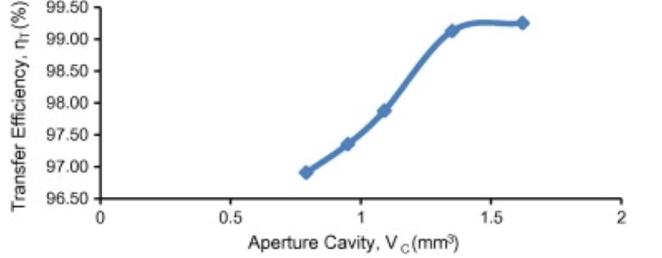
轉移效率和回流曲線對印刷錫膏的影響?

SMT加工中常見的錫膏印刷質量問題有哪些?







 工商網監
工商網監
評論