 錫絲、錫膏、錫球焊接工藝介紹
錫絲、錫膏、錫球焊接工藝介紹
激光焊接按照錫料狀態分為錫膏、錫絲以及錫球激光焊。相比傳統波峰焊、回流焊、手工烙鐵錫焊等錫焊工藝,激 光 錫 焊的 激 光 光 源 主 要 為 半 導 體 光 源(915nm)。由于半導體光源屬近紅外波段,具有良好熱效應,其特有的光束均勻性與激光能量的持續性,對焊盤的均勻加熱、快速升溫效果顯著,具有焊接效率高、焊接位置可精確控制、焊點一致性好等優勢,非常適合小微型電子元器件、結構復雜電路板及 PCB 板等微小復雜結構零件的精密焊接。同時,普思立激光在錫焊領域深受國內廣大客戶的認可。
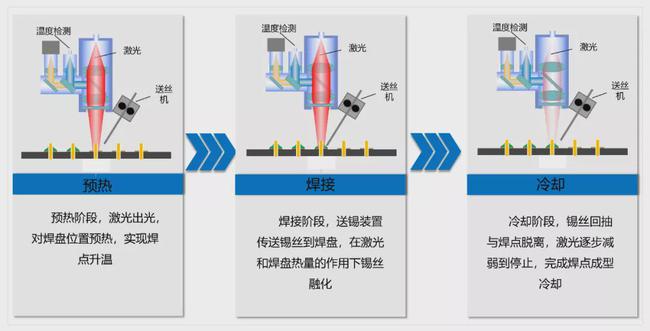
1、激光錫絲焊接
- 工藝介紹:激光預熱焊件后,自動送絲機構將錫絲送到指定位置后,激光將低于焊件溫度高于焊料熔點的能量送到焊盤上,焊料熔化完成焊接。
材料預熱、送絲熔化及抽絲離開三個步驟的精準實施是決定激光送絲焊焊接是否完美的關鍵點。比方說,預熱 PCB 焊盤時,溫度一定要嚴格控制,溫度高會對 PCB 焊盤及現有電子元件造成損傷,溫度低無法起到預熱效果。送絲和離絲速度要快,送絲速度慢,會產生激光燒灼 PCB 的現象,離絲速度慢則會出現多余焊絲堵住送絲嘴的現象。

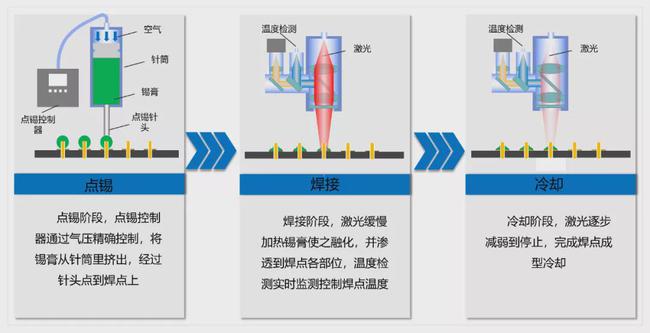
2.激光錫膏焊
- 工藝介紹:激光錫膏焊是以激光為熱源加熱錫膏融化的激光焊接技術。通過將錫膏涂覆在焊盤上,采用激光加熱將錫膏熔化然后凝固形成焊點,操作比較簡單。但由于錫膏是由小顆粒錫珠組合成,在激光光斑作用的邊緣由于熱量較低導致部分錫珠沒有完全熔化而形成殘留,對電路板有造成短路的風險,因此,激光錫膏焊盡量采用防飛濺錫膏以避免飛濺的錫珠造成短路。
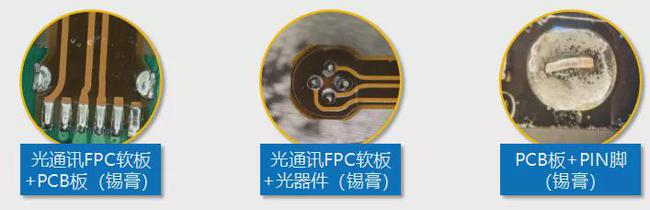
- 應用介紹:普思立激光錫膏焊一般應用在微小型的精密零件、工件的加固以及預上錫方面,此外,也適用于電路導通焊接,對于柔性電路板的焊接效果非常好,比如塑料天線座,因其不存在復雜電路,通過錫膏焊往往能達到不錯的效果。
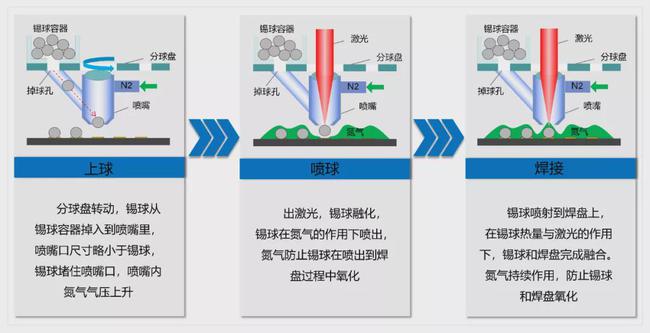
3. 激光錫球焊
- 工藝介紹:激光錫球焊分為噴球焊接和植球焊接,是一種全新的錫焊貼裝工藝。這種工藝的主要優點是能實現極小尺寸的互連,熔滴大小可小至幾十微米。能將容器中的錫球通過特制的單錫珠分球系統轉移至噴射頭,通過激光的高脈沖能量,瞬間熔化置于噴射頭上的錫球,再利用惰性氣體壓力將熔化后的錫料,噴射到焊點表面,形成互聯焊點。
- 應用介紹:由于錫球內不含助焊劑,激光加熱熔融后不會造成飛濺,凝固后飽滿圓滑,對焊盤不存在后續清洗或表面處理等附加工序。且錫量恒定,分球焊接速度快、精度高,尤其適合高清攝像頭模組及精密聲控器件、數據線焊點組裝等細小焊盤及漆包線錫焊。

普思立激光錫球噴射焊接臺采用雙工位工作模式,最大限度利用錫球出射頭提高焊接效率,出球速度最快達 3 球/s。焊接部分搭載直線電機結合送料研磨模組實現短距離平穩啟停、長間距快速響應。高標準的重復定位精度保證產品焊接一致性、穩定性。此外,該設備操作簡便,焊接過程中無需工具接觸,避免了工具與器件表面接觸而造成器件表面損傷,滿足精密電子元器件焊接要求的同時,能幫助客戶極大程度提高產能。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
焊接
+關注
關注
38文章
3226瀏覽量
60120 -
激光焊接
+關注
關注
3文章
495瀏覽量
21121 -
錫焊
+關注
關注
0文章
67瀏覽量
14127
發布評論請先 登錄
相關推薦
大為錫膏 | 固晶錫膏/倒裝錫膏的特性與應用
大為錫膏LED固晶錫膏的未來從LED倒裝工藝發展的阻礙來看,困擾的不是支架的設計或熒光粉的涂布技術。而是固晶

錫膏印刷時錫膏塌陷是怎么造成的?
錫膏塌陷現象,指的是在印刷過程中,錫膏無法保持穩定形狀,邊緣垮塌并流向焊盤外側,同時在相鄰焊盤間連接,導致焊接短路。引發此問題的原因有多種,

激光錫球焊接機植球工藝在半導體行業的崛起
在半導體行業現代化生產線中,激光錫球焊接機自動植球工藝正發揮著關鍵作用。它以高精度、高效率的優勢,為芯片封裝、器件焊接等環節帶來全新變革,助力半導體產業邁向更高質量、更智能化的發展新階




FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?
在FPC(柔性印刷電路板)焊接到PCB(印刷電路板)的過程中,選擇適合的焊接材料和技術至關重要。其中,激光錫絲和激光錫

為何SMT貼片中,需結合使用錫膏與紅膠工藝?
兩個焊盤之間,然后經過貼片和回流焊完成固化焊接。最后,通過波峰焊時,只需將表面貼裝面過波峰,無需使用治具即可完成焊接過程。
2、錫膏工藝
發表于 02-27 18:30





 工商網監
工商網監
評論