 Tucker螺柱焊設備詳解V6.25版
Tucker螺柱焊設備詳解V6.25版
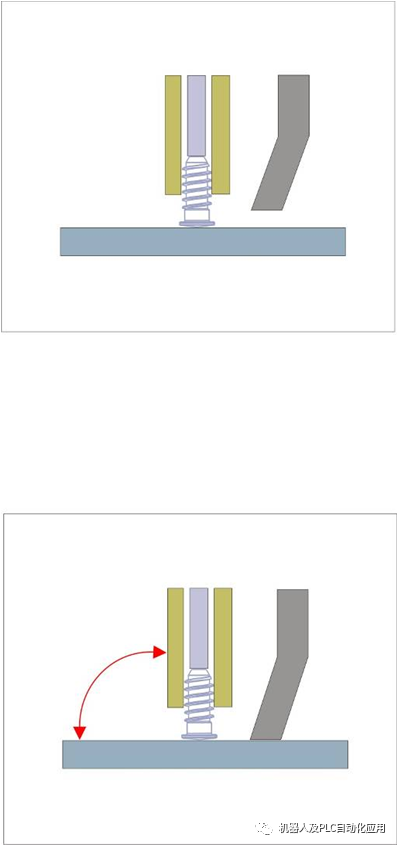
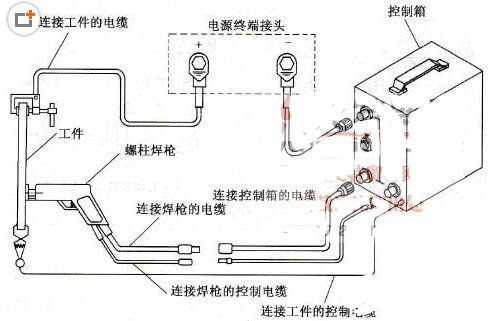
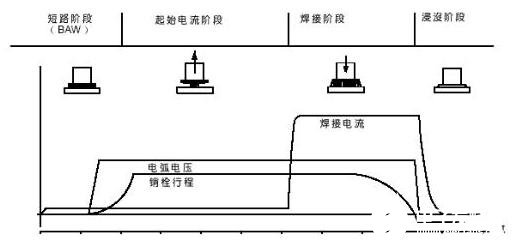
焊接頭隨著外部焊接開始脈沖向前移動。 雙頭螺栓接觸工件。 如果所有電纜(焊接和接地電纜)連接正確,我們收到信號SOW SOW的意思是:正負之間的電氣連接已經閉合。 支架接觸工件。 在支架接觸工件后,引導電流(固定在30A)將通過內部焊接啟動觸發(在檢查啟動條件后)。 注意: 機器人程序員負責螺柱相對于工件的90°位置
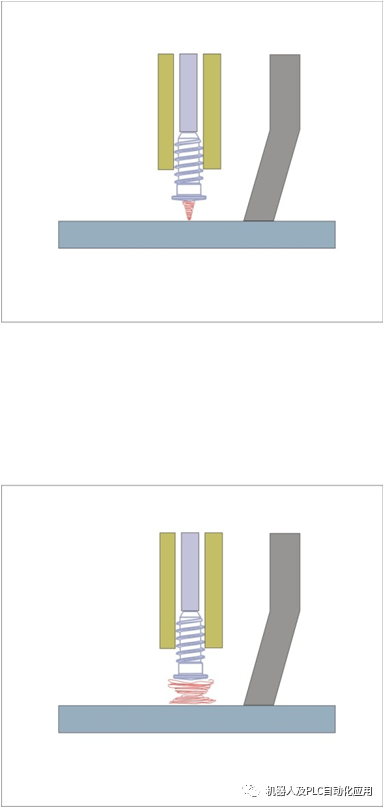
在引導電流穩定時間(5ms)后,線性電機啟動螺柱提升至距工件預定距離。然后我們接收引導電流電弧。在引導電流階段,螺柱和接地材料部分清除油、油脂和任何其他涂層。引導電流電弧的主要職責是保持正極和負極之間的電氣連接。如果引導電流電弧以任何方式斷開,將出現開路焊接的錯誤消息。 在引導電流電弧時間(固定為30ms)之后,主電流將啟動。主電弧時間也稱為“焊接時間”。在此期間,螺柱和工件上都會形成熔池。經過計算的時間后,線性電機切換,螺柱通過主電弧電流向下插入基材。
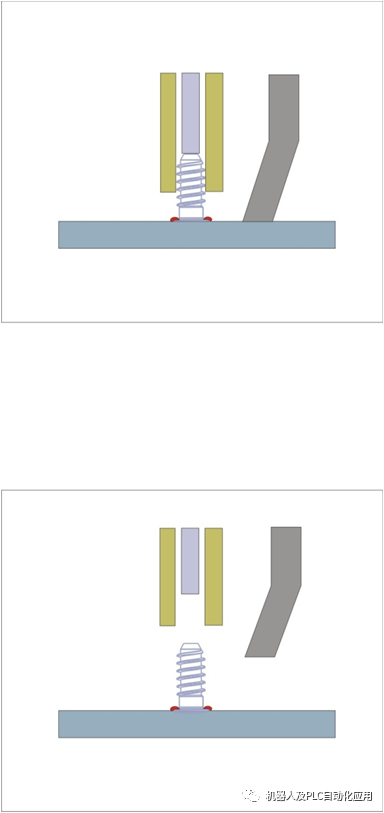
當螺柱接觸工件時,電弧電壓降至“零伏”,焊接電流關閉。然后,熔池將開始冷卻。 熔池冷卻后,可以從焊接螺柱上取下焊接頭。 焊接過程已經完成。 應調整支架,使其位于夾頭前面和螺柱頂部后面
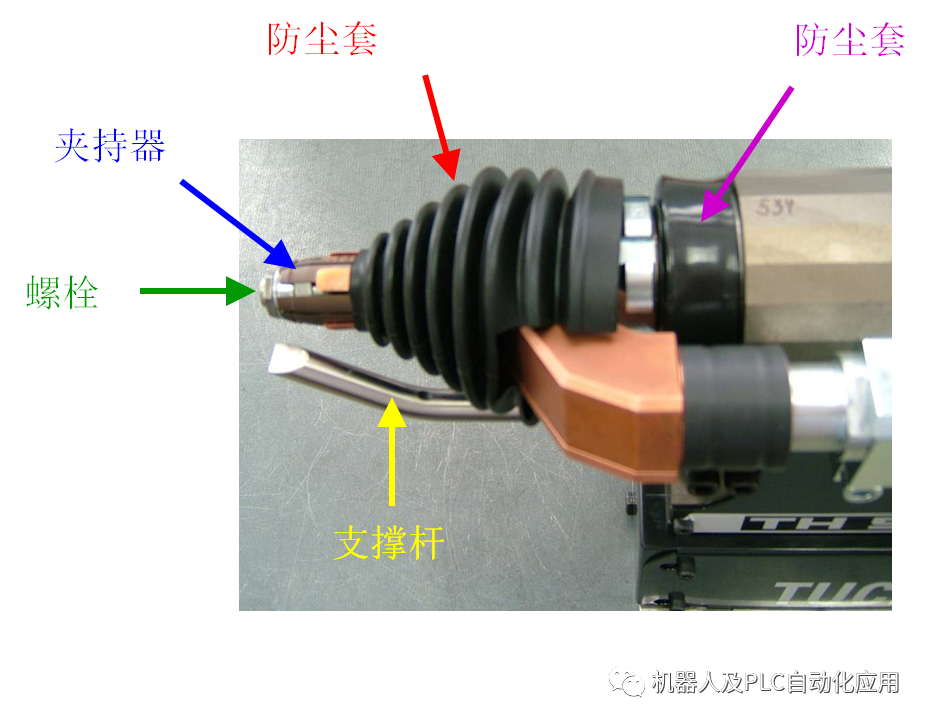
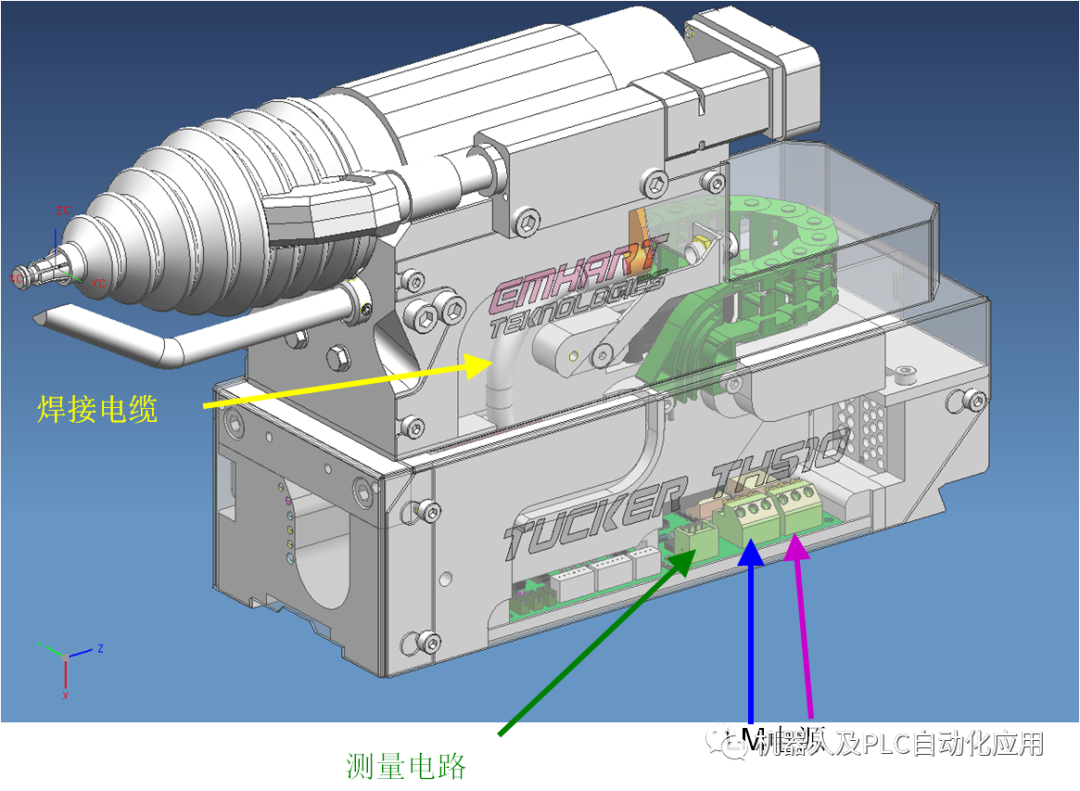
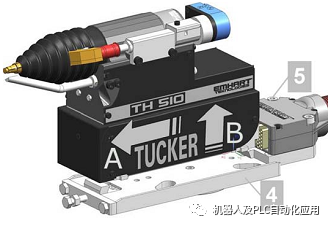
自動焊槍部分
直線電機原理
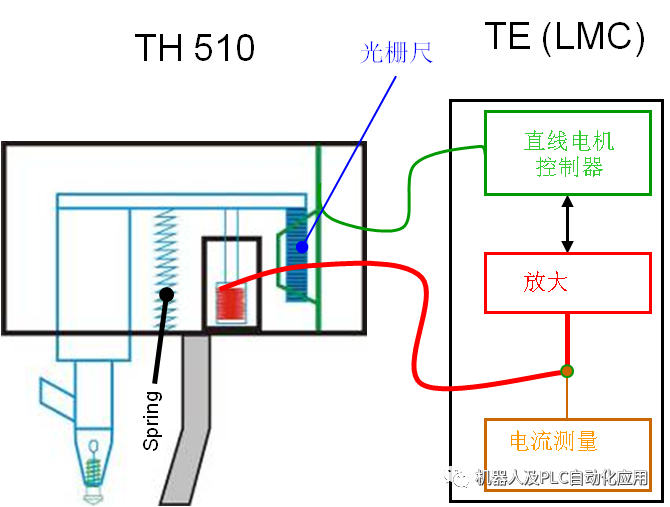
實際上,直線電機就是一個信號放大器。通過LMC控制電機動作,又通過光柵測量系統來檢測電機動作的距離。LMC系統還可檢測直線電機的電流大小,此電流就是測量的電機線圈的電流.
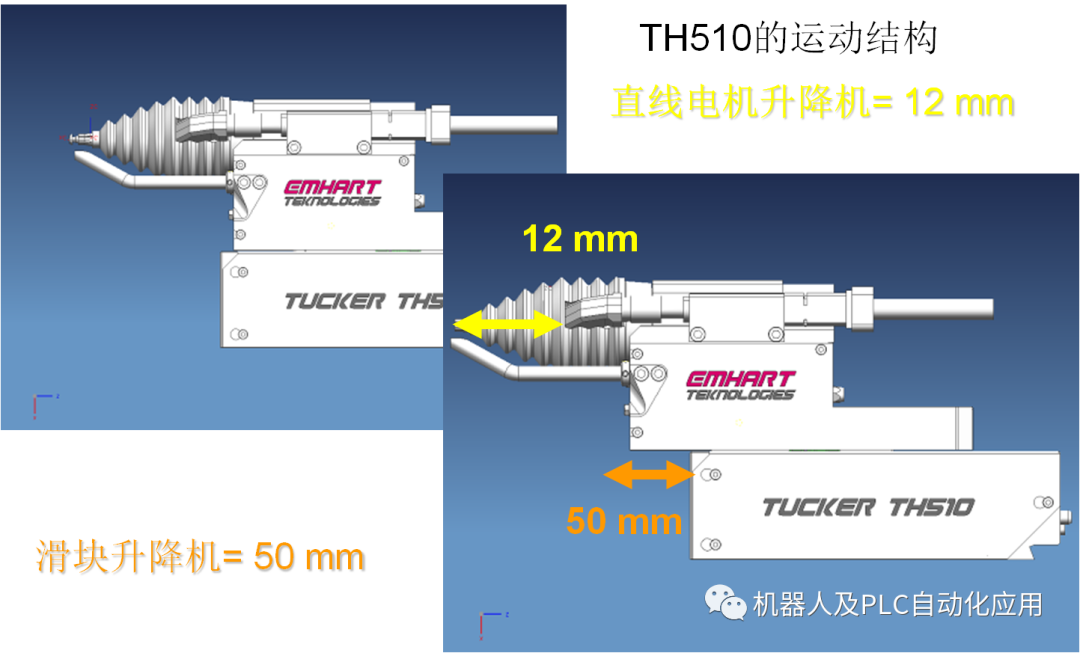
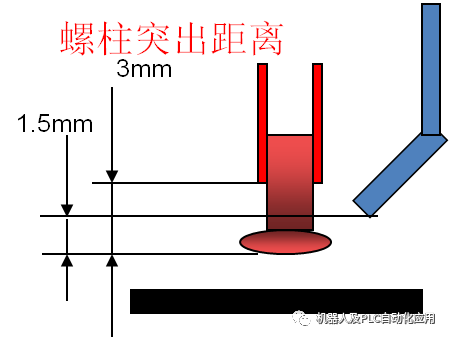
提升距離: 拉弧電壓22V好,焊接電壓28V好。 拉弧電壓大于23V,說明鋼板表面不干凈,大于28V以后焊接效果不好。 電機最多可以被壓縮8mm,一般來說釘的突出距離1.5mm,自動槍拉弧距離(提升距離)1.5mm,設定0.8mm的公差,不在公差范圍內,就會報警。
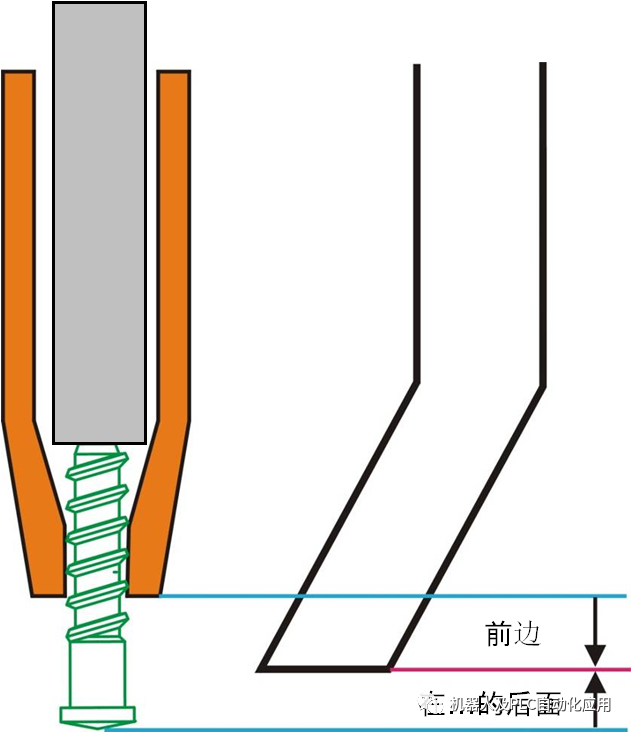
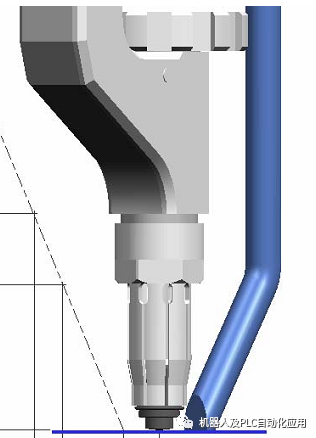
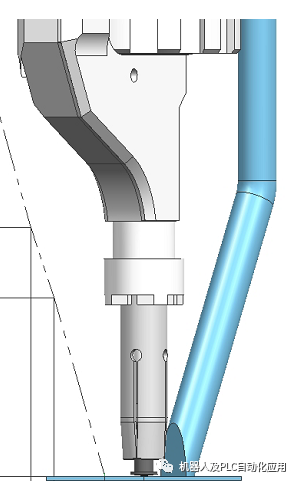
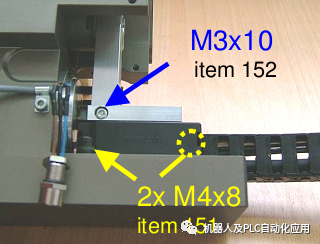
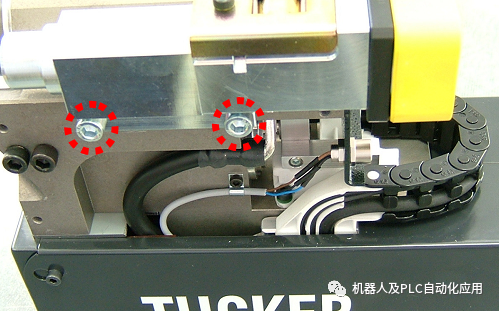
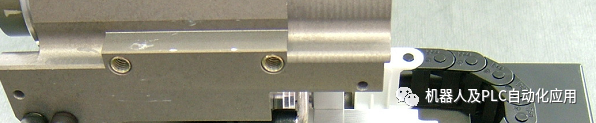
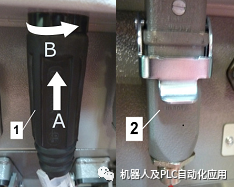
設置螺栓懸垂 當螺栓通過線性電機向下移動時,螺栓的熔化端面浸入工件的熔化池中。 由于螺栓的插入深度取決于支撐腳的位置,因此必須檢查螺栓面與支撐腳前緣之間的距離。 螺栓固定器的前邊緣必須保持在支撐腳后面。使用與螺栓對應的調整量規進行檢查。 前提條件:焊接螺栓位于螺栓座中。 1.松開殼體套件上的兩個螺釘。 2.移動支撐腳,直到其位于調整儀表上。 3.再次擰緊套件殼體上的兩個螺釘。
常說的SOW 指:工件螺柱
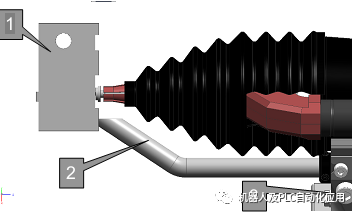
1調整量規(示例) 2支撐腳 3缸螺釘

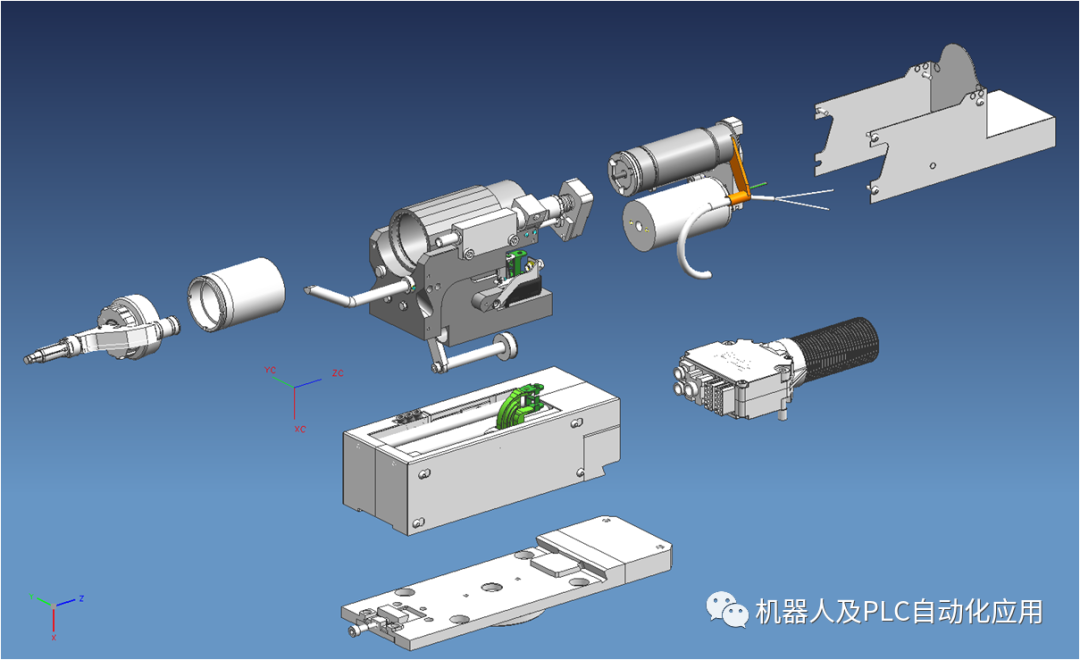
TH510滑塊組件
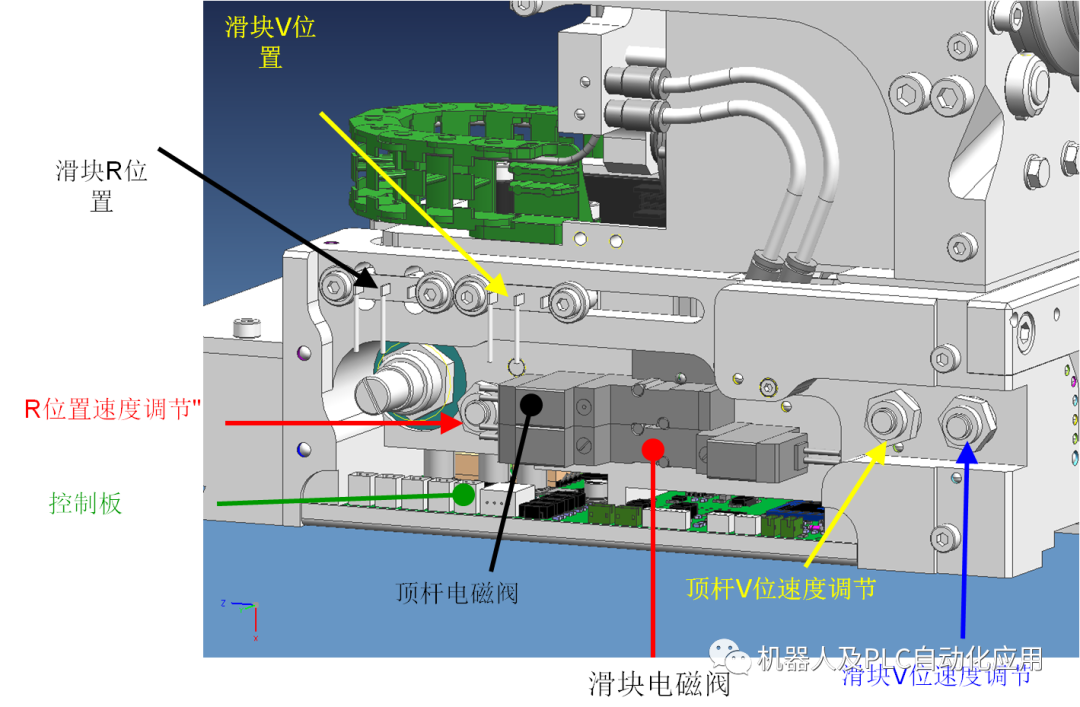
調整焊接頭滑塊力 滑架“向前”移動的力可通過壓力控制閥單獨調節。 調整滑動力時,必須始終在足夠的夾緊力和部件損壞的風險之間做出妥協。 ?通過用力移動焊接頭滑塊,工件表面可能會因沖擊支撐腳而變形。 ?如果驅動力過低,則部件可能在焊接過程中振蕩,從而導致故障或焊接故障。 壓力控制閥集成在焊頭的托架中。可通過連接外部壓力表檢查設定壓力。
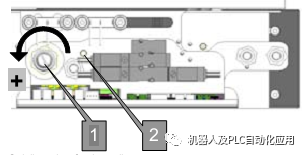
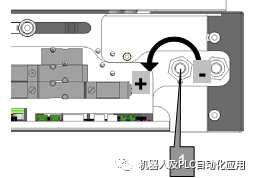
增加力: 沿“+”方向轉動閥螺釘,以增加托架中的空氣壓力。 1壓力控制閥 2個用于壓力計連接的開口 設置焊頭滑架速度 滑架“向前”和“向后”移動的速度可通過兩個節流止回閥單獨調節。調整滑架速度時,必須始終在增加焊接周期和增加材料磨損之間做出妥協。基本上,以下內容適用:“減慢底座速度并加快重置速度”。
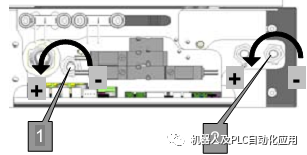
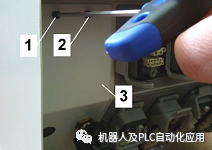
基本上,以下內容適用:“減慢底座速度并加快重置速度”。 ?如果焊接頭滑塊移動過快,工件表面可能會因沖擊支撐腳而變形。 ?如果重置速度過快,機器人或客戶特定設備以及焊接頭可能會磨損加劇。 用于焊接頭托架前后移動的兩個節流止回閥集成在焊接頭托架中。 增加速度: 沿“+”方向轉動閥門螺釘,以增加通過節流閥的空氣流量。 降低速度: 沿“-”方向轉動閥門螺釘,以減少通過節流閥的空氣通道。 1反向移動 2向前移動 設置[V]開關(選項) 在焊頭上,通過[V]和[R]開關監控焊頭托架的前端和后端停止。 只有開關[V]可以調整,因為后車架位置的開關[R]已經安裝牢固。 以下所述的調整過程可追溯到客戶控制或焊頭控制:
1.控制和動力裝置處的壓縮空氣停止,壓縮空氣系統放松。 2.用手將焊頭壓入焊接位置。 3.松開兩個螺釘(2)以夾緊開關(1),并移動開關,使焊頭的前部位置直接顯示在控制器上。 4.再次擰緊開關的螺釘。 設置充電針速度 用法蘭螺母焊接大型法蘭螺栓需要比標準速度更慢的加載銷向前移動。焊頭配有節流閥,用于調節充電銷速度。
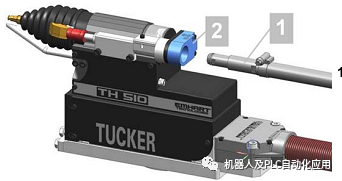
增加加載銷速度: 沿“+”方向轉動閥螺釘,以增加通過節氣門的空氣流量,直到。 降低充電針速度: 沿“-”方向轉動閥門螺釘,以減少通過節流閥的空氣通道。1加載銷向前移動 檢查螺栓重新加載
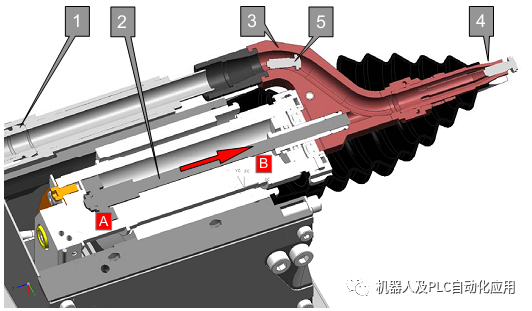
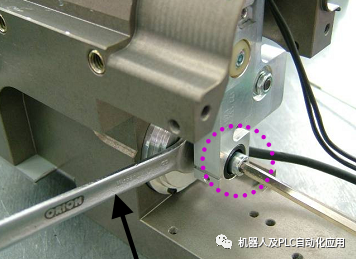
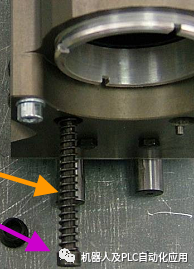
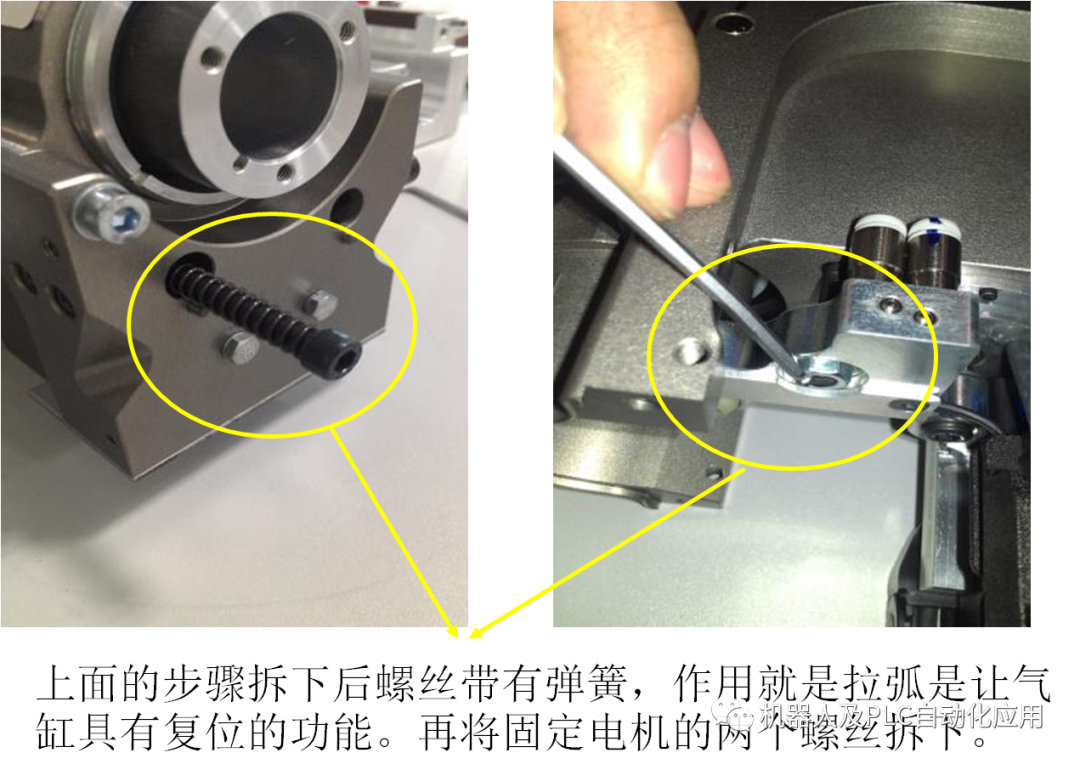
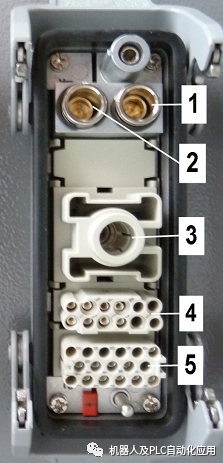
1.檢查聯接器(1)中供給軟管的連接。 2.通過來自客戶控制、控制和能量單元或進給單元的相應信號觸發螺栓重新加載。根據該命令,充電銷(2)移動到后端位置(A)。螺栓(5)現在可以通過進料軟管送入螺栓維護器(3)。 3.負載桿(2)的向前移動(B)將螺栓(5)推入螺栓座(4)。螺栓處于最終焊接位置。 調整彈簧力線性電機r(LM)驅動 為確保LM驅動器的提升功能,必須正確設置彈簧力。彈簧力通過軛板(5)(LM驅動器和充電銷的連接)作用在驅動器上,并將LM驅動器保持在其末端位置。 彈簧力調整螺釘(2)位于左側支撐腳法蘭中,拆下支撐腳后即可觸及。 調整過程應按以下順序進行:

1.從支撐腳孔(1)中松開并拆下支撐腳。 2.松開軛板(5)上的鎖緊螺母(4)。 3.調整調整螺釘(2),以改變彈簧(3)對軛板(5)的作用力。 4.擰緊鎖緊螺母(4)。
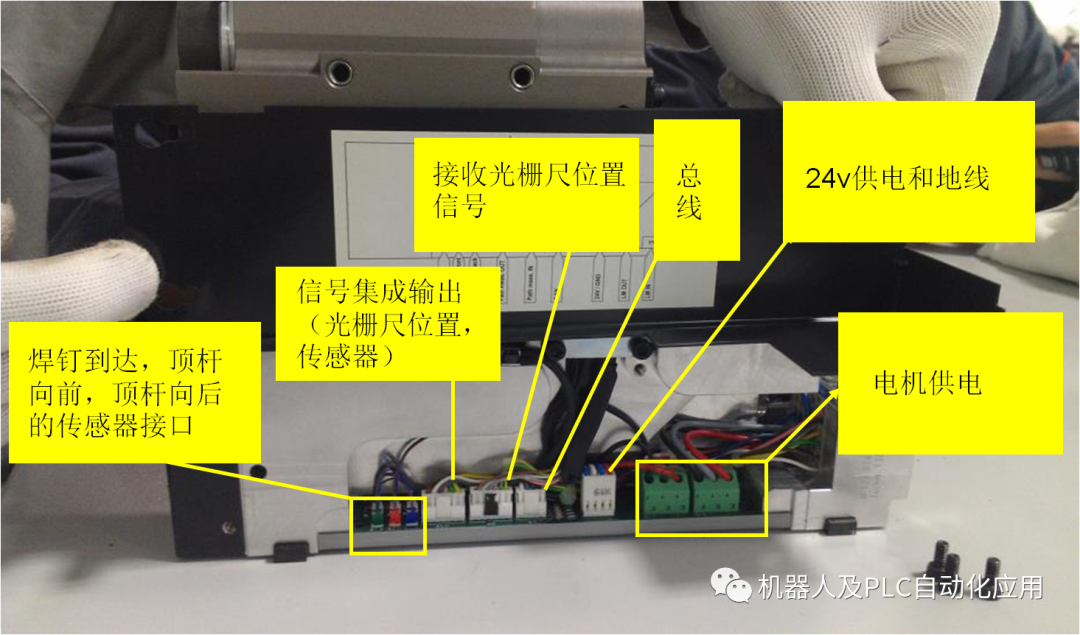
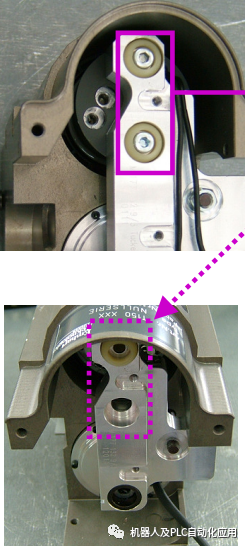
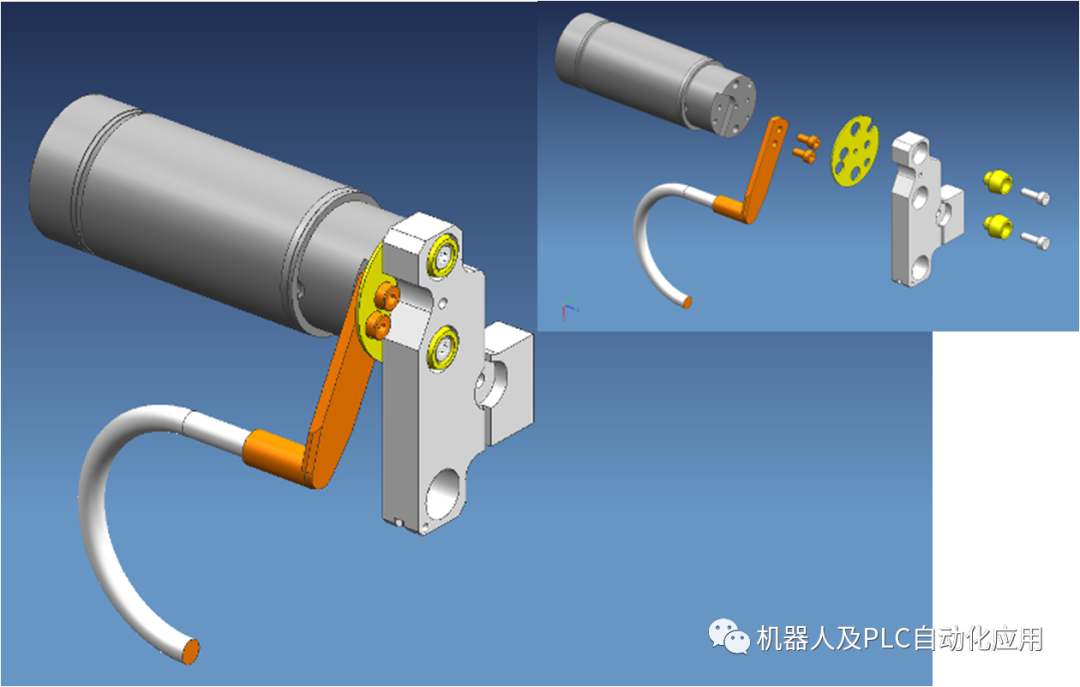
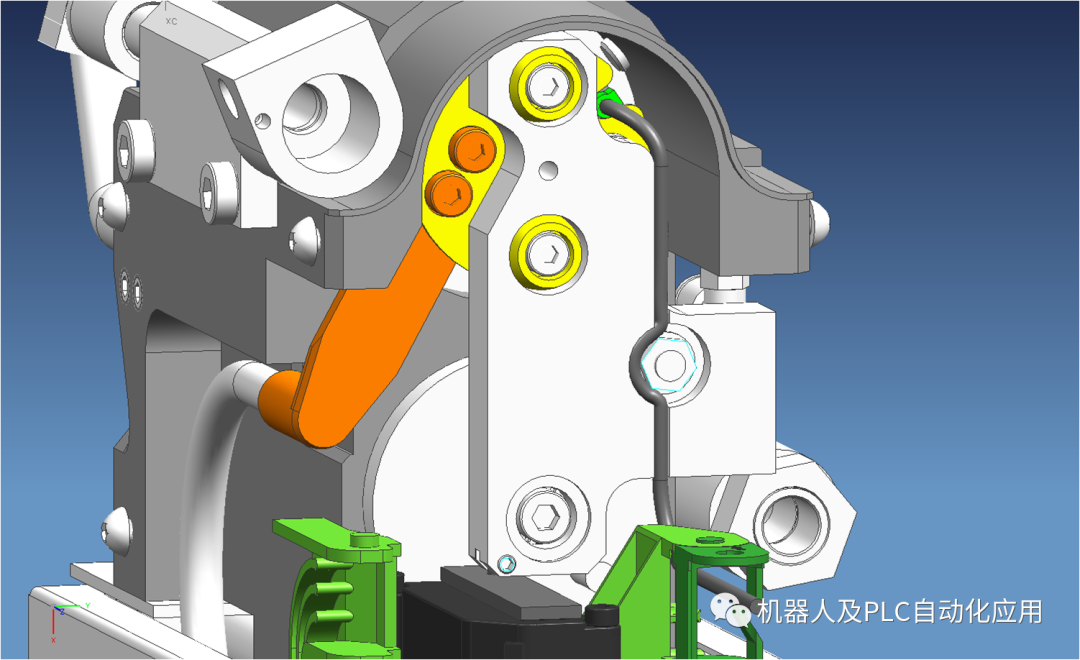
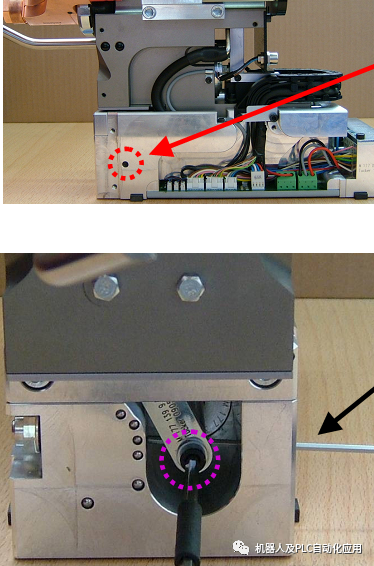
光柵尺的安裝位置
TH510氣缸部分
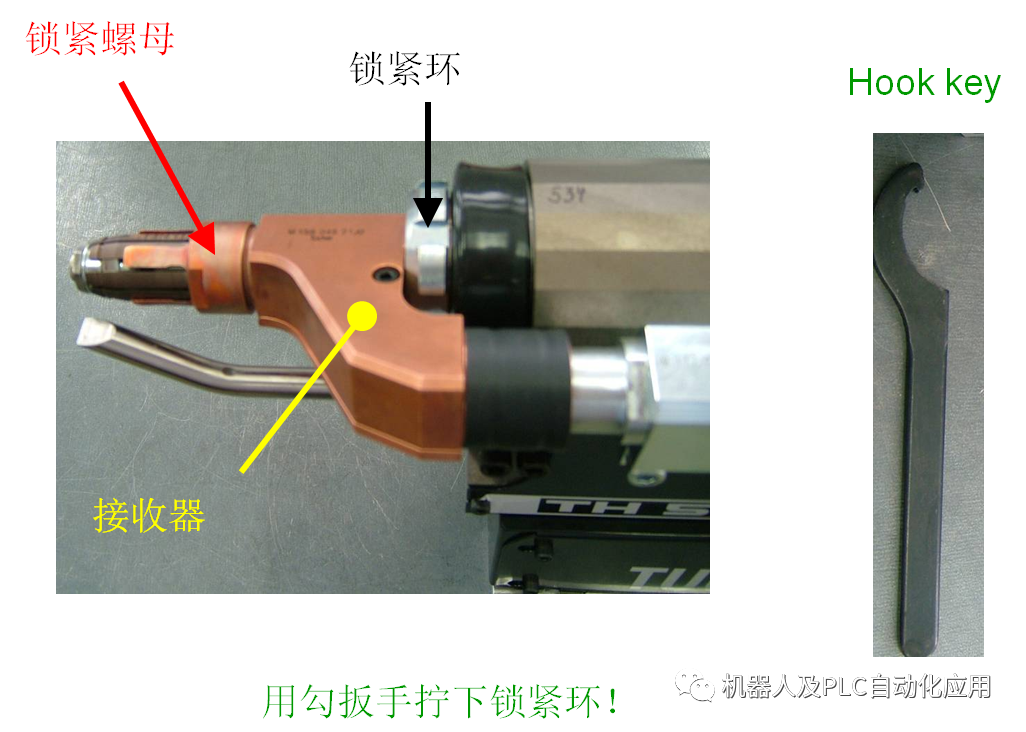
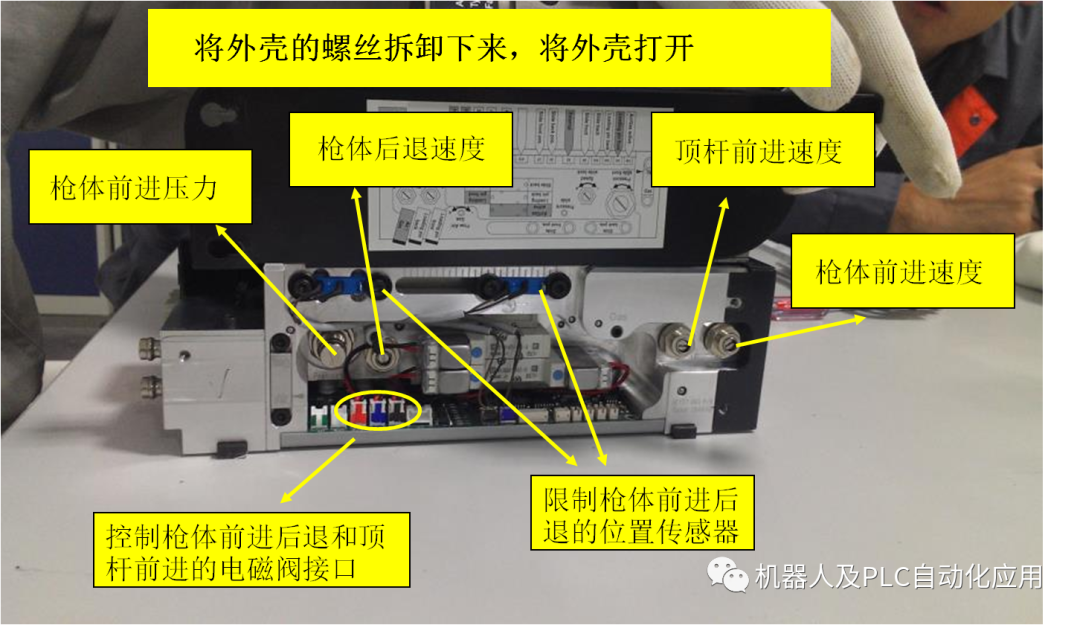
安裝/拆卸TH 510 外殼
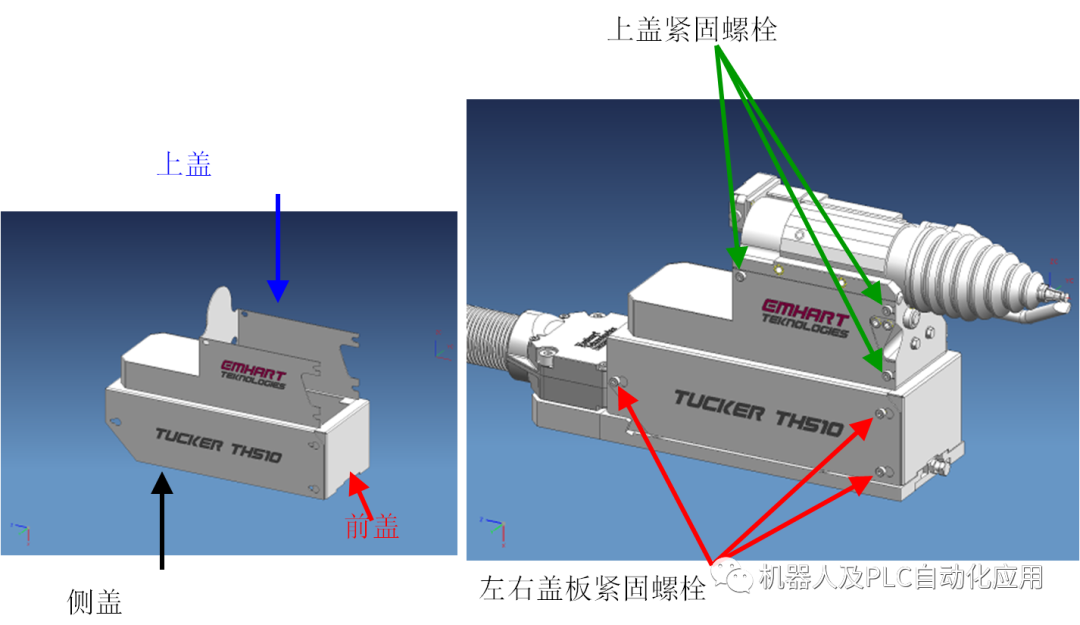
拆卸焊接頭

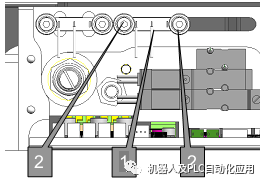
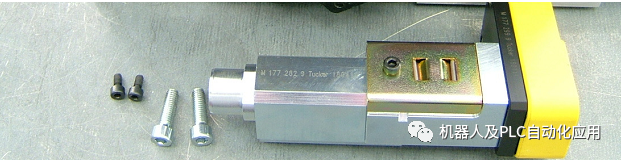
這些開口用于固定軸,并用內六角扳手3最大扭矩固定。
拆除兩個內六角螺釘M6x16后,可以拆除進料管支架
松開并拆下連接板(2)上的進料軟管(1)。

2.用鎖緊螺釘(3)松開滑動楔。
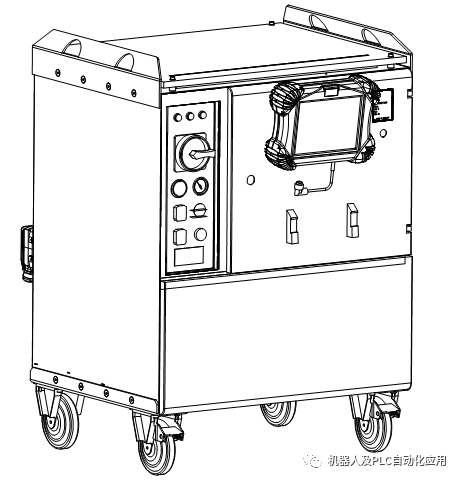
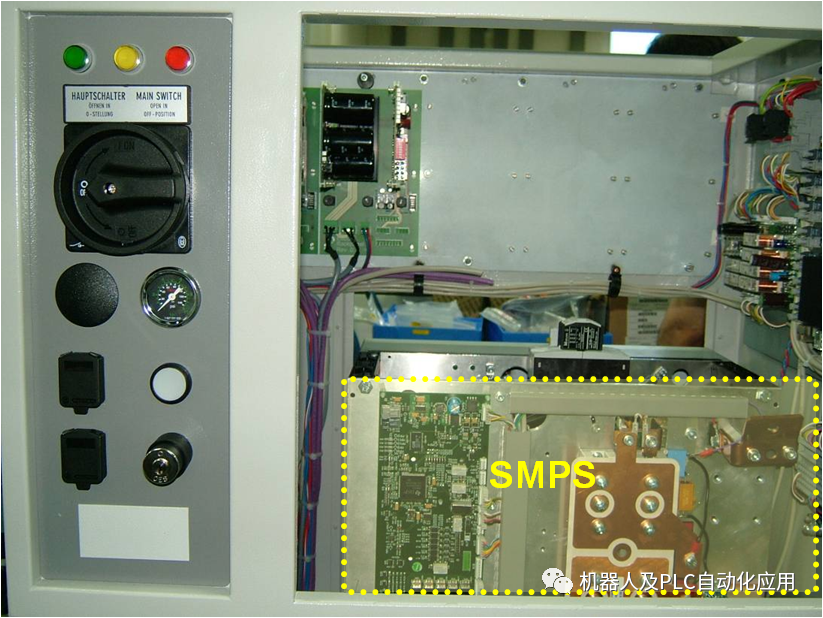
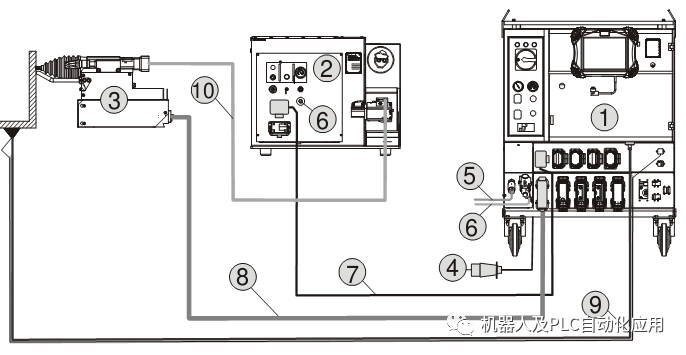
3.從轉接板(4)和多聯軸節插頭(5)上拆下焊接頭。 TE1500控制和能量單元
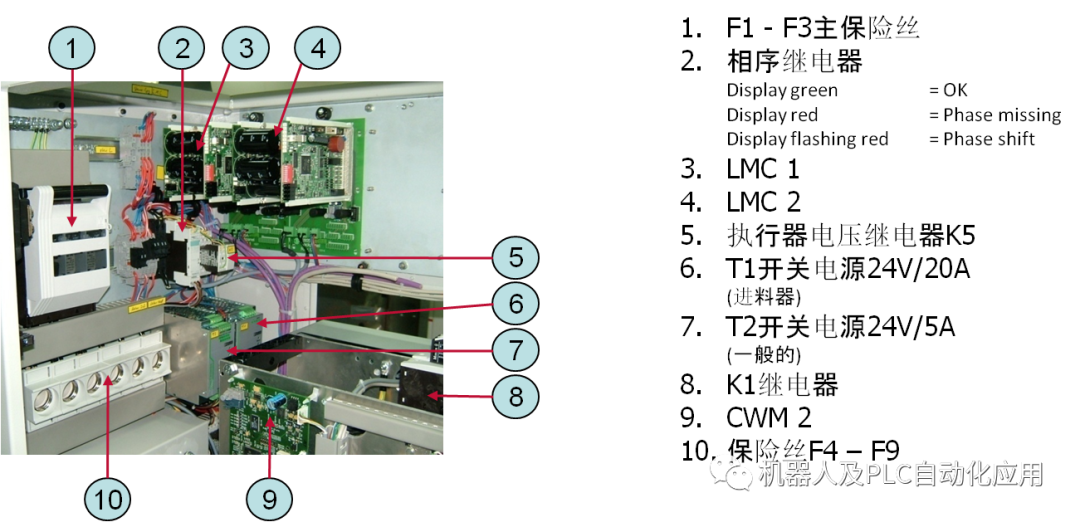
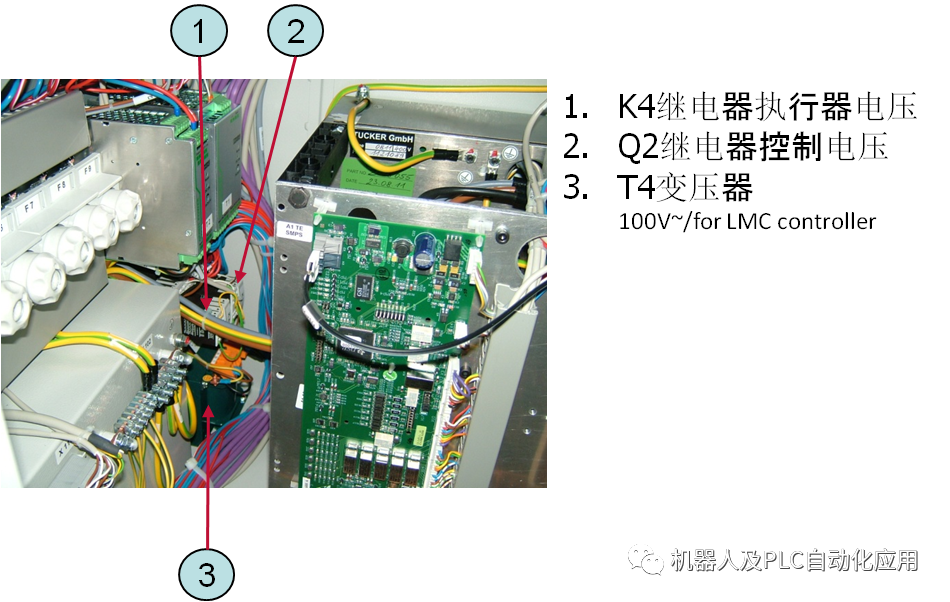
控制柜中的安全元件 為了保護電氣部件,控制和能量單元用3針NH保險絲固定在輸入側。

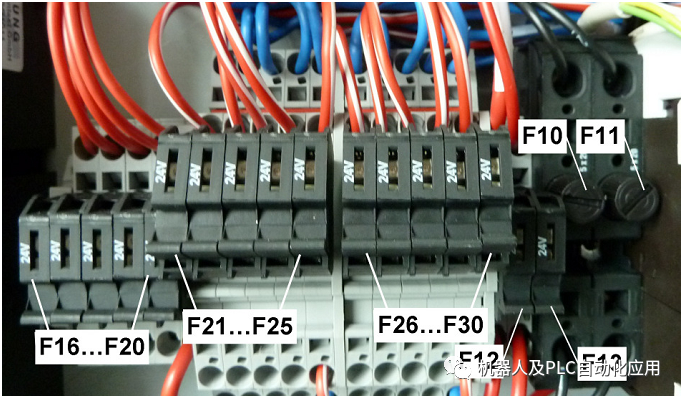
140V交流 F10 LM電源 F11 LM電源 24V直流電源 F12安全模塊 F13內部電壓 24V直流控制電壓饋線和焊接工具 F16輸出1(X1至X6) F17輸出2(X2至X7) F18輸出3(X3至X8) F19輸出4(X4至X9) 24V直流執行器電壓饋線 F21輸出1(X1) F22輸出2(X2) F23輸出3(X3) F24輸出4(X4) F25輸出5(X5) 24V直流執行器電壓焊接工具 F26輸出1(X6) F27輸出2(X7) F28輸出3(X8) F29輸出4(X9) F30輸出5(X10) 保險絲PCB LMC E605
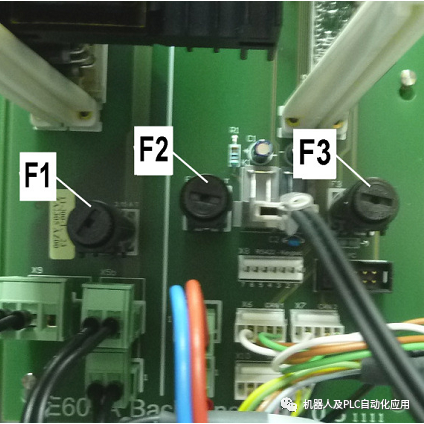
F1 140V AC LM電源 F2 24V直流控制電壓 F3 I2C–24V DC外部



X1-X5 (1) 這里,控制線連接到饋線。 X6-10 (2) 此處,軟管組件連接到焊接頭。 連接保護電路X21

保護電路連接器,用于為相應的用戶接口提供24V電壓,并將控制和能量單元集成到用戶的內部安全控制中。 連接緊急停止電路X20

插頭連接,用于將控制和能量單元集成到客戶的內部緊急停止電路中。 連接客戶界面
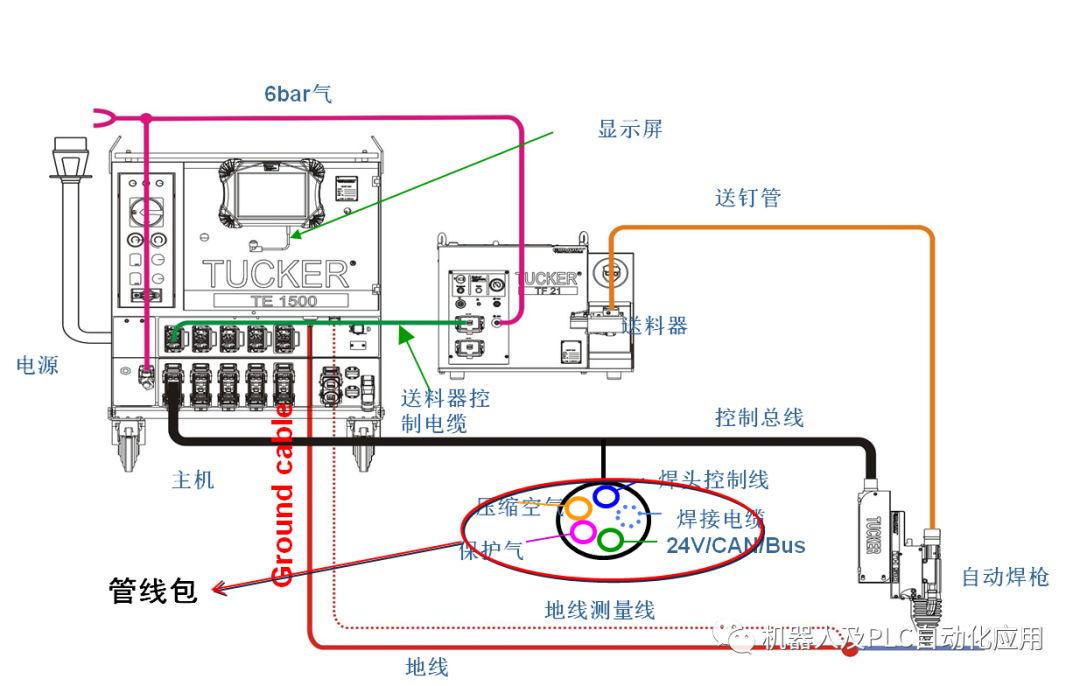
在自動焊接操作中,通過用戶接口與外部操作裝置控制進行信號傳輸。 連接地線和地線
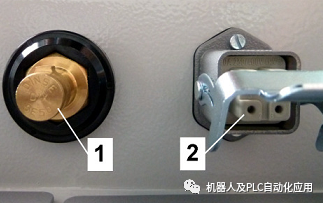
當接地線(1)連接到耦合插頭時,建立了從控制和能量單元到工件的電連接。接地線被右轉鎖定。 用于質量測量(2)的連接,用于自動控制焊接過程以進行參數優化。 連接控制電纜X1–X5

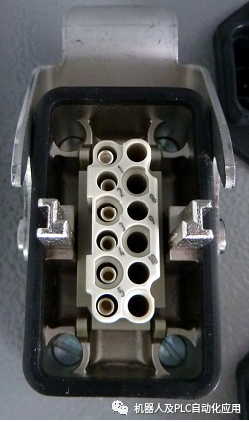
電源控制線的連接。控制線路還包含通信線路(Can總線) 連接軟管組件X6-X10
在該多接頭插座中,連接相應焊槍或焊頭的軟管組件。 連接電源 

這是連接電源線的地方。 連接壓縮空氣


燈按鈕“控制開啟”  當控制打開時,白色燈亮起。使用該按鈕,可在緊急停止后再次打開控制裝置。 ? ?LED 燈
當控制打開時,白色燈亮起。使用該按鈕,可在緊急停止后再次打開控制裝置。 ? ?LED 燈  LED綠色 當控制和電源單元(包括連接的設備)準備好運行時,LED亮起。 LED黃色 當觸摸板控制單元發出警告時,LED閃爍。 LED紅色 當觸摸板控制單元輸出故障時,LED閃爍。 ? 壓縮空氣壓力表
LED綠色 當控制和電源單元(包括連接的設備)準備好運行時,LED亮起。 LED黃色 當觸摸板控制單元發出警告時,LED閃爍。 LED紅色 當觸摸板控制單元輸出故障時,LED閃爍。 ? 壓縮空氣壓力表  在壓力計上可以讀取設定工作壓力(調節器后的壓力)。輸入壓力可從控制槽上的壓力計刻度讀取。 ? 觸摸板控制單元
在壓力計上可以讀取設定工作壓力(調節器后的壓力)。輸入壓力可從控制槽上的壓力計刻度讀取。 ? 觸摸板控制單元

觸摸板控制單元用于控制器和能量單元的編程和手動操作。
氣動進給調整 關閉控制和能量單元的電源,并防止其再次切換。
釋放氣動進給 擰下氣動插件(3)前面板上的螺釘(1;2)。
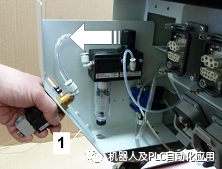
拉出氣動進給裝置 拉出氣動插件(1),直到其停止。 設置空氣壓力
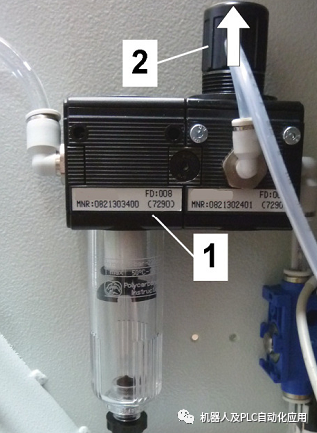
解鎖旋鈕 拉起維護單元(2)的控制旋鈕(1)。現在已解鎖。通過轉動控制器旋鈕(1)將預壓力調整至所需的工作壓力 螺柱焊槍頭的TCP檢查: 應為每個螺柱焊接頭編程TCP測試UP。 使用UP的206-210服務 TCP測試必須在工作序列開始時調用(如果可能的話,在部件傳送時間內),然后使用標志641-653調用124。 在UP中,必須啟動TCP測試套管邊緣的位置,并用宏165(對于BZ1頭1-5)檢查信號BAW是否出現。
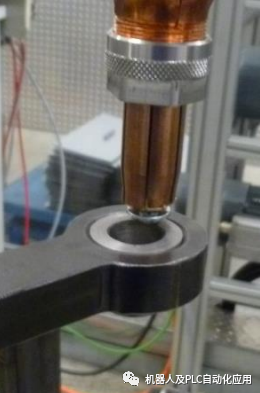
隨后,必須在TCP測試套管的正上方取一個位置,并且必須使用宏166檢查螺栓的位置(對于BZ1頭部1-5)。在沒有BAW信號的情況下,螺栓必須精確移動到測試套筒的中間。

“焊接程序”對話 按如下方式更改常規焊接設置

“焊接程序編程-常規設置” 在此對話框中,您可以定義焊接程序的基本設置。 1.在焊接程序的各個對話框中輸入所需的數據和值。 2.點擊保存您的條目 。 1.點擊編程焊接程序,打開“焊接程序”對話框。 "Stud ID"?“螺柱ID”螺柱ID的選擇 "Remark"?“備注”您可以輸入最多64個字符的可自由定義的文本 "Outlet"?定義使用該程序進行焊接的出口 "Feeder"?定義雙頭螺栓的進料器 "Weld tool"?定義用于進行焊接的焊接工具 "Application Type"?根據應用情況,這里可以選擇鋼、鋁、T形螺柱或Clean Flash。 "Start Delay"?指定導頻電流階段的啟動延遲持續時間 ? 如下配置引導電流相位
。 1.點擊編程焊接程序,打開“焊接程序”對話框。 "Stud ID"?“螺柱ID”螺柱ID的選擇 "Remark"?“備注”您可以輸入最多64個字符的可自由定義的文本 "Outlet"?定義使用該程序進行焊接的出口 "Feeder"?定義雙頭螺栓的進料器 "Weld tool"?定義用于進行焊接的焊接工具 "Application Type"?根據應用情況,這里可以選擇鋼、鋁、T形螺柱或Clean Flash。 "Start Delay"?指定導頻電流階段的啟動延遲持續時間 ? 如下配置引導電流相位
點擊編程-焊接程序-試驗階段,打開對話框“編程焊接程序-試運行階段”。
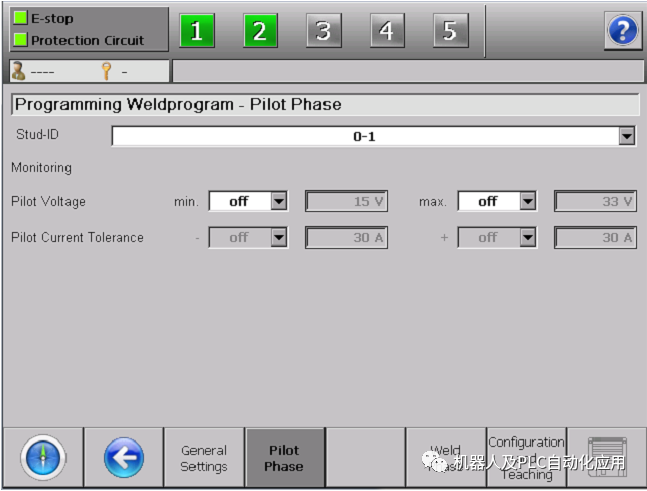
編程焊接程序?試驗階段 "Stud ID"螺柱ID的選擇 "Pilot Voltage"先導電壓,如果“引燃電壓:開啟”,則指定引燃電流電壓的最小值和最大值 "Pilot Current Tolerance"引導電流容差,此功能在當前軟件版本中未激活。 對焊接階段進行編程

“編程焊接程序?焊接階段焊接階段?焊接階段” -------------------END--------------------
原文標題:Tucker螺柱焊設備詳解V6.25版
文章出處:【微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
-
驅動器
+關注
關注
53文章
8271瀏覽量
147069 -
焊接
+關注
關注
38文章
3228瀏覽量
60121 -
螺柱
+關注
關注
0文章
5瀏覽量
5803
原文標題:Tucker螺柱焊設備詳解V6.25版
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
基于直流電阻測量法的變壓器 螺柱焊接熔合度檢測技術
電弧螺柱焊機的相關資料分享
螺柱焊機及其焊接工藝
步進式電弧螺柱焊槍結構圖
基于直流電阻測量法的變壓器螺柱焊接熔合度檢測技術
255%可用已接通電源_深度解析電弧螺柱焊機及其用于螺柱焊的直流焊接電源的特點...






 工商網監
工商網監
評論