") 水環(huán)真空泵軸軸承位磨損如何維修?展示一種速度,效率與效果并存的修復(fù)方法!
水環(huán)真空泵軸軸承位磨損如何維修?展示一種速度,效率與效果并存的修復(fù)方法!
【摘要】采用高分子復(fù)合材料現(xiàn)場修復(fù)水環(huán)真空泵軸軸承位磨損;對磨損原因進(jìn)行了分析;對高分子復(fù)合材料現(xiàn)場應(yīng)用優(yōu)勢進(jìn)行了分析說明。
【關(guān)鍵詞】真空泵,軸磨損,在線修復(fù),軸修復(fù)
1、設(shè)備概況
水環(huán)真空泵是一種工廠內(nèi)常見的基礎(chǔ)設(shè)施,是利用內(nèi)裝有帶固定葉片的偏心轉(zhuǎn)子,是將水(液體)拋向定子壁,水(液體)形成與定子同心的液環(huán),液環(huán)與轉(zhuǎn)子葉片一起構(gòu)成可變?nèi)莘e的一種旋轉(zhuǎn)變?nèi)莘e真空泵。
由于水環(huán)泵中氣體壓縮是等溫的,故可抽除易燃、易爆的氣體,此外還可抽除含塵、含水的氣體。在工業(yè)生產(chǎn)的許多工藝過程中,如真空過濾、真空引水、真空送料、真空蒸發(fā)、真空濃縮、真空回潮和真空脫氣等,水環(huán)泵得到廣泛的應(yīng)用。
2、故障現(xiàn)象和原因分析
某氧化鋁廠燒焙車間水環(huán)真空泵運轉(zhuǎn)過程中出現(xiàn)故障停機(jī),故障現(xiàn)象為設(shè)備抖動嚴(yán)重,運行效率下降。停機(jī)檢查后發(fā)現(xiàn)為泵軸軸承位磨損,磨損量為0.5MM,造成軸承內(nèi)圈與泵軸相對滑動,軸承失去原有作用導(dǎo)致。
軸承位磨損一般是由于工作環(huán)境惡劣、長期運轉(zhuǎn)過程中負(fù)載極大,設(shè)備存在震動等原因均能造成軸承失效,軸承內(nèi)圈和泵軸軸承位磨損。軸承鎖緊裝置因為設(shè)備振動等原因松動,導(dǎo)致軸承鎖緊不到位,軸承發(fā)生位移也是泵軸磨損的重要原因。
3、傳統(tǒng)修復(fù)模式和高分子復(fù)合材料場修復(fù)模式技術(shù)分析
3.1 傳統(tǒng)修復(fù)模式
傳統(tǒng)修復(fù)模式一般有在線修復(fù)和非在線修復(fù)兩種模式,在線修復(fù)無需將設(shè)備拆解轉(zhuǎn)運至維修車間,具有省時省力,節(jié)約維修資金的有點,常用電刷鍍、熱噴涂等修復(fù)手段,但是電刷鍍存在電刷鍍涂層厚度有限,無法修復(fù)較大的磨損,且涂層容易剝脫。熱噴涂存在熱應(yīng)力問題,無法避免材質(zhì)損傷,部件彎曲變形等問題。非在線修復(fù)需要將設(shè)備拆解,將待修復(fù)組件轉(zhuǎn)運至維修車間,不僅費時費力,而且堆焊存在熱熱應(yīng)力問題,一般情況下不建議使用。
而且傳統(tǒng)修復(fù)模式使用金材料修復(fù)磨損部位,無法改變修復(fù)部位“硬碰硬”的裝配模式,后期因為相同原因再次磨損的情況會頻繁發(fā)生。
3.2 高分子復(fù)合材料現(xiàn)場修復(fù)模式
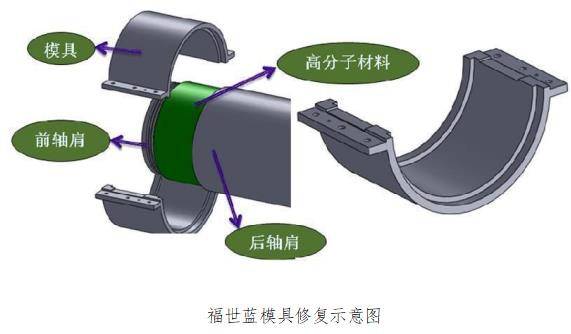
此次修復(fù)工藝采用福世藍(lán)技術(shù)模具法修復(fù)(見下圖),首先在待修復(fù)部位涂抹福世藍(lán)高分子復(fù)合材料2211F,然后安裝模具(依靠前后軸肩未磨損尺寸為基準(zhǔn))修復(fù)出軸承位原設(shè)計尺寸。
福世藍(lán)高分子復(fù)合材料2211F是一種抗高溫、抗強(qiáng)腐蝕并可以機(jī)加工的金屬修復(fù)、保護(hù)復(fù)合材料,此材料具有良好的粘結(jié)力和機(jī)械性能,不僅有金屬所具有的強(qiáng)度、硬度,還有其退讓性,應(yīng)用高分子材料修復(fù)可免拆卸免機(jī)加工既無補(bǔ)焊熱應(yīng)力影響,修復(fù)厚度也不受限制,高分子復(fù)合材料的應(yīng)用技術(shù)可以使企業(yè)在第一時間快速有效的現(xiàn)場修復(fù),有效避免各種時間及經(jīng)濟(jì)的損失,而且高分子復(fù)合材料修復(fù)屬于冷焊技術(shù),不存在熱應(yīng)力等問題,可以有效避免基材的二次損壞。此類修復(fù)材料以福世藍(lán)?金屬修復(fù)材料2211F性能較為可靠。
4、福世藍(lán)高分子復(fù)合材料修復(fù)工藝及應(yīng)用圖片信息
4.1 福世藍(lán)修復(fù)工藝
1)制作模具:根據(jù)企業(yè)提供的尺寸數(shù)據(jù),出具詳細(xì)的模具圖紙及模具加工工藝;根據(jù)磨損部位情況加工單邊或雙邊定位的標(biāo)準(zhǔn)開對模具,設(shè)計模具時,前后軸肩的尺寸盡可能以實際測量為準(zhǔn),模具應(yīng)采用厚壁鋼管或圓鋼制作,壁厚應(yīng)保證有足夠強(qiáng)度和剛度,必要時應(yīng)焊接加強(qiáng)筋,確保不會產(chǎn)生變形;修復(fù)段表面粗糙度由修復(fù)部位要求而定,直徑尺寸公差在磨損部位原公差基礎(chǔ)上增加 0.03-0.05mm,兩側(cè)要有連接螺孔、定位銷孔和排料槽,排料槽深度單邊最好控制在1-2mm。
2)準(zhǔn)備工作:做好施工前的準(zhǔn)備工作,如工具、材料及需更換的備品備件。
3)空試模具:現(xiàn)場測量核對模具尺寸及軸肩定位尺寸,空試模具,確保各個部位配合精確。
4)涂抹脫803模劑:模具內(nèi)表面用無水乙醇清洗干凈后,涂刷脫模劑 刷薄薄一層,約10min可晾干,晾干后最好再涂一層,拆卸時會比較方便,確保涂嚴(yán)且越薄越好,涂完后晾干備用。
5)表面處理:用氣焊槍烘烤滲入磨損部位表面的油脂,直至沒有火星。用砂輪、鋼絲輪或砂紙將修復(fù)部位打磨出金屬原色,用無水乙醇徹底清洗干凈。確保表面干凈、干燥、結(jié)實。
6)調(diào)和材料:嚴(yán)格按比例調(diào)和福世藍(lán)高分復(fù)合材料直至均勻無色差。調(diào)和號的材料要在調(diào)和板上攤成薄片,并立即涂抹,以防材料過早固化。
7)涂抹材料:先涂抹薄薄一層并反復(fù)刮壓,保證材料壓進(jìn)表面上的每一個微孔,隨后逐層增加厚度,材料厚度略大于軸的磨損尺寸,然后快速安裝模具并緊固螺栓,多余的材料會從排料槽排出。
8)固化:進(jìn)行足夠時間的固化,具體固化時間根據(jù)現(xiàn)場溫度并參照材料技術(shù)數(shù)據(jù)表而定。可以通過碘鎢燈或熱風(fēng)機(jī)加熱縮短固化時間,注意不可用明火直接接觸材料,且加熱溫度不得超過材料最高承受溫度。
9)去除多余材料:材料固化后拆卸模具使用磨光機(jī)、銼刀、砂紙等工具去除多余材料,決不允許敲擊材料。
10)安裝:使用砂紙打磨材料釉面并使用無水乙醇清洗。再次調(diào)和少量材料涂抹薄薄一層,快速熱裝配軸承。
4.2 水環(huán)真空泵軸軸承位磨損修復(fù)過程

5、結(jié)語
通過此次氧化鋁行業(yè)真空泵軸軸承位磨損問題的成功修復(fù),再次證明福世藍(lán)?技術(shù)可從根本上很好的解決軸承位磨損問題,與傳統(tǒng)檢修相比不但節(jié)約了維修時間,而且用途廣泛,隱患風(fēng)險小,方便快捷,操作簡單,人工強(qiáng)度低,該軸承位修復(fù)工藝可以很好的應(yīng)用在各行業(yè)各類設(shè)備的軸承位磨損問題上。
-
材料
+關(guān)注
關(guān)注
3文章
1258瀏覽量
27409 -
修復(fù)
+關(guān)注
關(guān)注
1文章
718瀏覽量
22849
發(fā)布評論請先 登錄
相關(guān)推薦
軸修復(fù)實戰(zhàn)課:篦冷機(jī)拖輪軸磨損,如何修復(fù)讓速度效率雙提升!

輥壓機(jī)軸承位磨損,換個維修方式解決,操作簡單效果更好

雙吸中開泵軸軸承位磨損用這方法維修,修復(fù)周期短,精度還高,推薦!






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論