 工業防腐:解決儲罐腐蝕滲漏問題,選擇更好的修復方法至關重要
工業防腐:解決儲罐腐蝕滲漏問題,選擇更好的修復方法至關重要
該儲罐為碳鋼材質,由于儲罐內介質中含有大量氯根離子對碳鋼造成不同程度的腐蝕、點蝕情況,且工作溫度較高更加劇了碳鋼的腐蝕,腐蝕嚴重部位已造成穿孔,普通襯層因厚度太厚影響熱傳導,降低效率。
一、儲罐腐蝕滲漏解決方案
1、傳統修復工藝
現工藝一般采用環氧樹脂或乙烯基樹脂玻璃鋼襯里,不但成本高而且玻璃鋼所用的環氧樹脂或乙烯基樹脂一般難以長時間抵抗成分復雜腐蝕介質,很快導致防腐襯里層脫落、剝離、溶脹以及開裂。
2、高分子復合材料防腐涂層技術
此次修復使用的涂層材料為418系列材料,是一種由高性能納米材料與高性能樹脂組成的高交聯度的無溶劑復合材料體系涂層,具有優異的耐熱和耐溫度驟變性能、耐沖擊、耐磨性能以及超強的耐腐蝕性能,另外該產品還具有優異的浸潤及抗陰極剝離的特性。可應用于各種高溫,高酸堿和溶劑腐蝕的環境下的反應釜、罐、鋼結構、換熱器等設備。其材料數據如下:

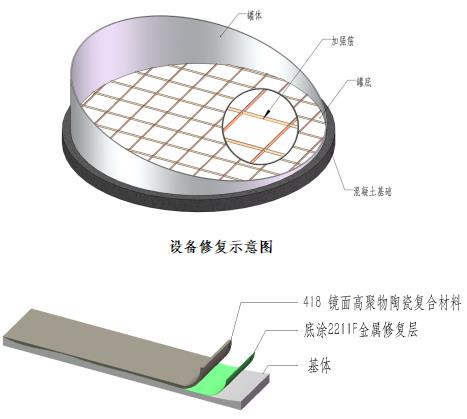
二、高分子復合材料修復方案概述
由于該罐體承重較重,混凝土基座與罐體中間有夾層,貼合面不充實,因此罐體底部可能存在變形情況,若忽視該問題直接使用福世藍技術防腐涂層施工,在運行過程中極有可能出現因罐底變形造成的材料開裂、脫落、損壞情況,因此在修復前建議企業使用角鐵或其它型材進行加強處理(不建議使用圓鋼或鋼筋),可使用斷焊或滿焊方式,控制加強筋的間距保證足夠的強度,具體實施工藝請參考罐體加強相關標準,防止或減少罐體再運行使用過程中,罐體底部因變形造成的材料損壞情況,然后再進行操作時首先針對罐體需要防腐的部位進行噴砂處理或人工打磨,使需要做防腐涂層保護的表面達到Sa2.5等級,然后依次刷涂2211F堵漏及418涂層,針對加強筋與底面接觸縫隙,使用碳纖維混合418材料進行加強保護,材料固化后即可投入使用。
三、儲罐腐蝕滲漏治理步驟
1.準備工作:施工前先對罐體進行中和置換并使用蒸汽熏蒸,隨后將封頭拆除,保證施工安全、留出可操作空間,焊接加強筋,保證罐底強度;
2.表面處理:表面噴砂處理,處理要符合SSPC SP-10接近白金屬處理標準,噴砂完成后使用壓縮氣吹掃表面浮沙,并使用無水乙醇清洗表面,確保待修復表面干凈、干燥、結實等要求;
3.修復點蝕坑洞:嚴格按照比例調和福世藍高分子復合材料2211F,直至均勻無色差;將調和好的高分子材料涂抹于點蝕坑洞位置,并與基體找平;
4.打磨材料釉面:待2211F材料固化后使用砂帶打磨材料釉面;
5.調和涂抹材料:嚴格按照比例調和福世藍高分子復合材料418,直至均勻無色差;使用毛刷及軟刮板刷涂材料,第一遍涂抹薄薄一層并反復刮研確保材料壓進每一個微孔,針對加強筋與罐體底部接觸縫隙位置,使用碳纖維布進行包覆加強;
6.打磨材料釉面:待材料固化后使用砂帶打磨材料釉面并使用無水乙醇清洗;
7.再次涂抹防腐保護材料:再次調和并涂抹第二遍材料,涂抹過程中避免有遺漏;
8.固化:為了更好的達到防腐性能,材料表面固化之后的后期固化過程尤為重要,根據數據單要求,該材料應用于腐蝕環境下的固化時間為強制固化120℃/3h。但由于現場實際工況限制,無法滿足以上要求的固化時間,可根據現場情況適當提升加熱溫度(材料溫度每上升11℃固化時間縮短一半),等待材料完成后期固化后方可投入使用。
現場案例

-
工業
+關注
關注
3文章
1867瀏覽量
46905 -
修復
+關注
關注
1文章
718瀏覽量
22849 -
儲罐
+關注
關注
0文章
23瀏覽量
7991
發布評論請先 登錄
相關推薦
鋰電池不存電了怎么修復 磷酸鐵鋰電池組修復方法全解析
電阻器故障識別與修復方法 電流分配與電阻器的配置原則
說說防腐之于工業級連接器的意義?解析LP系列連接器防腐性能

用什么清洗電位器好_電位器最佳的修復方法
如何更好地發揮工業冷水機的最大效用

無刷電機驅動芯片方案的選擇至關重要
工業級連接器如何練就高防腐能力?YM系列連接器防腐性能解析
法蘭及連接螺栓防腐涂層,讓設備及配件遠離腐蝕!

夾送棍激光熔覆修復原理及優勢

M8_4芯插頭防腐蝕性怎么樣

推拉力測試機在各種工業應用中,扮演著至關重要的角色

防腐蝕為何這么重要?YM系列工業級連接器強防腐的奧妙在這里





 工商網監
工商網監
評論