 管束干燥機軸承位磨損后可以現場修復嗎?
管束干燥機軸承位磨損后可以現場修復嗎?
一制藥公司淀粉車間管束干燥機出現軸承位磨損問題,該軸承位φ400mm,磨損寬度200mm,磨損量最大處達5mm。其配合形式由前向后依次為軸端鎖母、間隔套、軸承、間隔套。分析后認為造成軸承位及間隔套位置磨損的原因為:鎖母預緊力不足或松動,造成軸承出現相對運動及竄動,導致軸徑磨損。
幾種常見的修復工藝
拆卸后補焊機加工
將設備拆卸后運至機修廠進行補焊機加工處理,停機時間較長,補焊處理容易造成熱應力,導致軸變形彎曲,造成不可逆的傷害,無法在短期內開機運行。
電刷鍍
刷鍍處理一般對鍍層厚度有要求,無法達到厘米級的厚度,同樣無法在短期內實現設備開機運行。
高分子材料在線修復
高分子復合材料針對軸承位磨損問題可根據設備轉速、軸承型號、使用要求等參數選取不同的設備修復工藝,此次干燥機軸承位磨損結合現場實際情況確定了使用樣板尺修復工藝進行修復。
首先根據圖紙尺寸加工樣板尺,然后再磨損面上補焊支撐點,根據樣板尺修整支撐點高度,以達定位的目的,最后涂抹福世藍高分子修復材料后直接安裝軸承完成修復工作。該方法具有修復時間短、修復精度高、修復成本低、對設備無二次傷害、易于操作等特點。
方案實施過程
1、表面處理:首先將管束干燥機磨損位置進行烤油處理,去除滲入到金屬微孔內的油脂;
2、打磨:使用砂紙、磨光機將磨損位置進行打磨處理,并用酒精或丙酮清洗干凈。
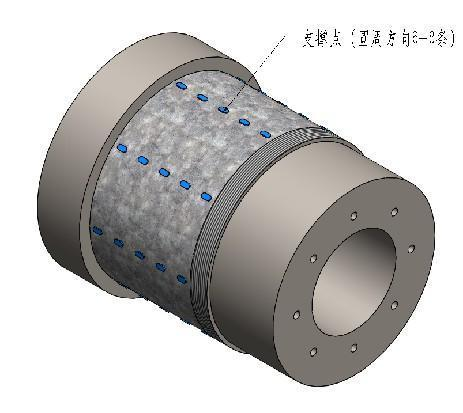
3、補焊支撐點:根據磨損量,在磨損位置補焊支撐點,支撐點間距10-20mm,圓周方向6-8條;
4、修整支撐點:使用樣板尺,根據樣板尺檢查支撐點高度,并打磨修整,直至尺寸合適;
5、調和材料:按比例調和福世藍?2211F材料并攪拌均勻直到沒有色差;
6、涂抹材料:使用2211F材料將磨損位置填平并略大于磨損量;
7、刷涂脫模劑:軸承內圈刷涂脫模劑,晾干備用;
8、裝配:裝配間隔套及軸承。
9、材料固化:24℃/24h,材料溫度每上升11℃固化時間縮短一半。

-
軸承
+關注
關注
4文章
2130瀏覽量
31346 -
修復
+關注
關注
1文章
718瀏覽量
22849
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論