") 如何處理撓性電路,適應(yīng)不同系統(tǒng)間的在線傳送帶傳輸?
如何處理撓性電路,適應(yīng)不同系統(tǒng)間的在線傳送帶傳輸?
將表面貼裝元件直接集成到撓性電路的蝕刻銅焊盤圖形上,與剛性電路板的組裝工藝沒有什么不同。然而為了最大限度地提高機(jī)器人組裝效率,提高撓性電路的產(chǎn)量,電路設(shè)計(jì)工程師需要提供一種格式,以支持在線組裝工藝所需的所有特征。
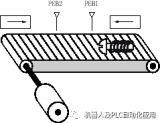
表面貼裝組裝有3個(gè)主要工藝階段:焊膏沉積、元器件放置和回流焊工藝。為了最大限度地提高制造效率,為完成這些功能而開發(fā)的自動(dòng)化系統(tǒng)均被設(shè)計(jì)為能夠適應(yīng)不同系統(tǒng)間的在線傳送帶傳輸(圖1)。
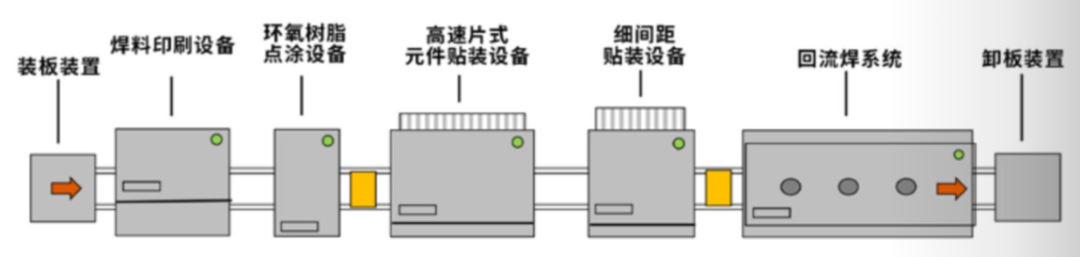
圖1:傳送帶式SMT組裝生產(chǎn)線基本配置
傳送帶系統(tǒng)雖然可調(diào)節(jié),但至少需要兩個(gè)平行的邊緣來支撐電路,將其從一臺(tái)設(shè)備傳送到另一臺(tái)設(shè)備。雖然針對(duì)傳送帶傳送設(shè)定剛性電路板較容易,但在批量生產(chǎn)環(huán)境中加工撓性材料需要在組裝過程的每個(gè)階段為薄膜電路提供支撐。對(duì)于中低批量應(yīng)用,可準(zhǔn)備符合輸送帶要求的拼托板夾具,以在組裝的每個(gè)階段固定單個(gè)撓性電路;而要求大批量組裝工藝的產(chǎn)品則需要更有效的解決方案。
為了更好地適應(yīng)傳送帶的操作,撓性電路可以由電路制造商提供臨時(shí)的剛性載體拼板支撐。圖2展示了具有較復(fù)雜外輪廓的單個(gè)撓性電路組件。如果沒有剛性支撐材料和專用的、針對(duì)于產(chǎn)品的載體拼托板夾具,精密的焊膏沉積和元件放置將是不可能的。
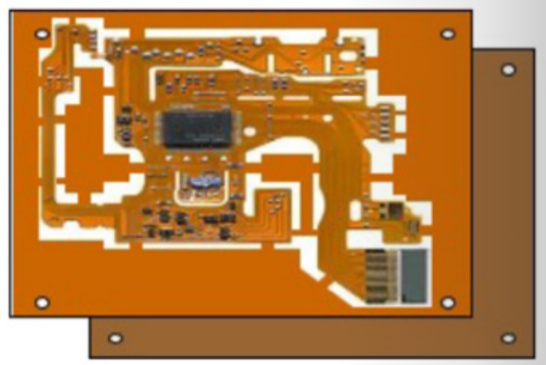
圖2:固定于統(tǒng)一拼板格式內(nèi)的撓性電路
制造公司已經(jīng)為拼板布局開發(fā)了廣泛的解決方案,以促進(jìn)高效操作,支撐組裝工藝中各種外形的電路:
單個(gè)單元格式(中、大型電路)
多單元陣列格式(行和列布局)
嵌套陣列格式(最大化面積利用率)
在處理小外形撓性電路時(shí),多單元陣列格式已被證明既高效又經(jīng)濟(jì)。
拼板撓性電路
為撓性電路應(yīng)用開發(fā)的載體拼板被設(shè)計(jì)用于提供傳送帶所需的統(tǒng)一、剛性板輪廓,在每個(gè)組裝工藝中為撓性電路提供物理支撐。為了固定單個(gè)單元和多個(gè)單元撓性電路,設(shè)計(jì)師需要提供類似于小接線片的連接特征。為了提供能將撓性材料連接到載體拼板輪廓的區(qū)域,撓性基底材料需要向外延伸以匹配載體拼板輪廓。將撓性材料連接到剛性載體拼板的粘合膜必須保持不接觸撓性電路輪廓。
圖3所示的多單元拼板案例代表了為最大化小型、不規(guī)則形狀撓性電路單元的材料利用率而設(shè)計(jì)的一組單元。此案例圖示為以相反朝向或“嵌套”陣列格式排列的撓性電路單元。
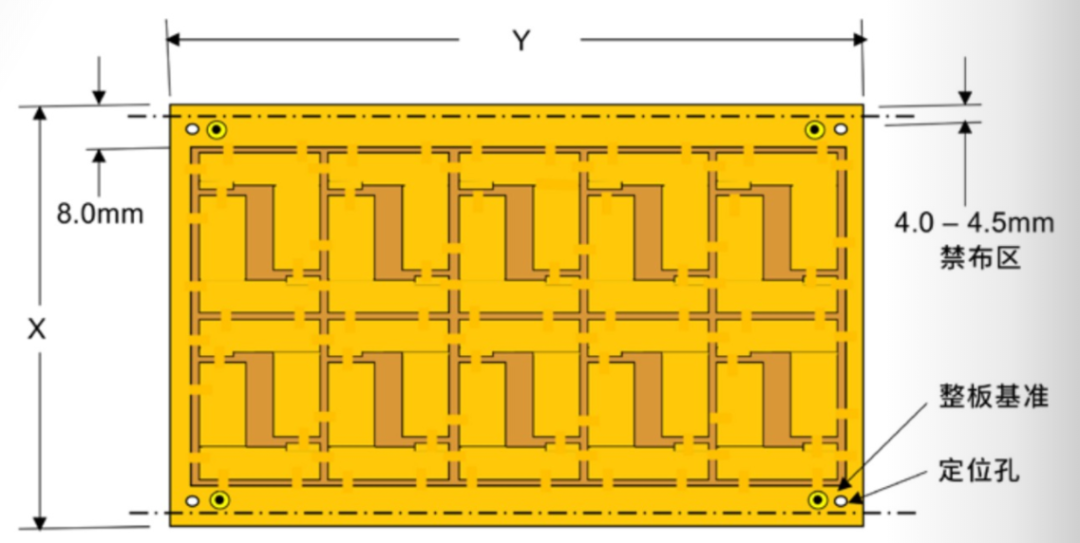
圖3:相反朝向陣列格式
自動(dòng)化組裝所需的關(guān)鍵特性
支撐拼板必須包括以下幾個(gè)關(guān)鍵屬性:
承載拼板的邊緣間隙能夠無障礙地進(jìn)入輸送帶支撐帶。
撓性電路單元的外部需要設(shè)置兩個(gè)或更多的工裝孔,以在組裝后的分離過程中固定拼板。
在焊膏沉積過程中,需要在拼板邊緣區(qū)域附近放置相同數(shù)量的“整板基準(zhǔn)目標(biāo)”,以幫助拼板對(duì)準(zhǔn)。
焊膏沉積系統(tǒng)使用相機(jī)來精確定位基準(zhǔn)目標(biāo),使焊膏模板精確對(duì)準(zhǔn)拼板中央?yún)^(qū)域內(nèi)單個(gè)電路單元上的焊盤圖形特征。
除了整板定位的基準(zhǔn)特征外,在元器件安裝區(qū)域內(nèi)還需要兩個(gè)或更多的基準(zhǔn),以便精密自動(dòng)化元器件的放置。在SMT元器件放置區(qū)域內(nèi)使用多個(gè)基準(zhǔn)特征將可最大限度地減少撓性材料中的可變收縮或任何工藝變形的影響。
圖4是撓性電路的實(shí)例,其中SMT元器件貼裝在兩個(gè)區(qū)域內(nèi),由狹窄的互連段分開。多個(gè)基準(zhǔn)位置將在每個(gè)基準(zhǔn)區(qū)或端接區(qū)域內(nèi)提供更嚴(yán)格的公差,同時(shí)減少對(duì)保持其他元件端接區(qū)域之間撓性接口部分限定公差的需要。
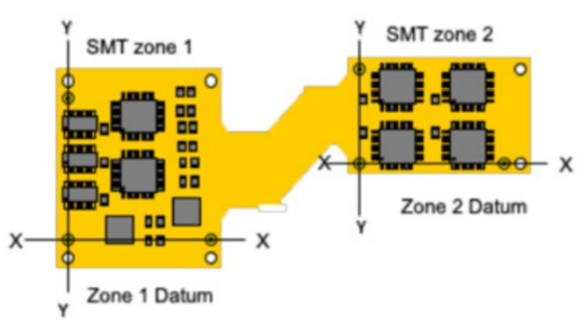
圖4:兩個(gè)元器件貼裝區(qū)的基準(zhǔn)目標(biāo)位置
基準(zhǔn)目標(biāo)設(shè)計(jì)規(guī)范
最佳基準(zhǔn)目標(biāo)是沒有表面涂層或覆蓋層材料的實(shí)心圓銅。必須調(diào)整基準(zhǔn)周圍的涂層和覆蓋層薄膜材料開口,以在基準(zhǔn)周圍提供足夠的間隙,確保在覆蓋層與基本電路層壓過程中不會(huì)重疊到基準(zhǔn)目標(biāo)特征上。
最佳基準(zhǔn)是直徑0.25~ 0.50mm(~0.010’~ 0.020’)的實(shí)心圓焊盤圖形。
為了能夠目測(cè)定位基準(zhǔn)目標(biāo),阻焊膜或覆蓋涂層必須提供為2倍于基準(zhǔn)R的間隙。
基準(zhǔn)位置必須與拼板或電路輪廓邊緣保持至少4.75 mm(~0.187’)的距離,并提供一致的高對(duì)比度。
蝕刻后的銅基準(zhǔn)表面無需電鍍,但如果控制文件中規(guī)定在基銅上進(jìn)行二次合金電鍍,則設(shè)計(jì)師必須確保基準(zhǔn)表面的平整度保持在0.015 mm(0.006’)以內(nèi)。
最后的建議
為拼板加工規(guī)劃多個(gè)單元電路時(shí),撓性電路設(shè)計(jì)師應(yīng)在負(fù)責(zé)組裝工藝的人員與指定制造電路的制造商之間協(xié)調(diào)最終拼板尺寸和單元結(jié)構(gòu)。
審核編輯:湯梓紅
-
電路板
+關(guān)注
關(guān)注
140文章
4997瀏覽量
98884 -
電路設(shè)計(jì)
+關(guān)注
關(guān)注
6677文章
2465瀏覽量
205349 -
工藝
+關(guān)注
關(guān)注
4文章
603瀏覽量
28895 -
表面貼裝
+關(guān)注
關(guān)注
0文章
387瀏覽量
18606 -
撓性電路
+關(guān)注
關(guān)注
0文章
2瀏覽量
5454
原文標(biāo)題:如何處理撓性電路,適應(yīng)不同系統(tǒng)間的在線傳送帶傳輸?
文章出處:【微信號(hào):actSMTC,微信公眾號(hào):actSMTC】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
如何用Labview做傳送帶動(dòng)畫
撓性電路的特性及優(yōu)點(diǎn)
如何實(shí)現(xiàn)單片機(jī)貨物傳送帶檢測(cè)設(shè)計(jì)
海為C60S2R在同步傳送帶中的應(yīng)用
通過YMD系列超級(jí)節(jié)能變頻器實(shí)現(xiàn)傳送帶的節(jié)能設(shè)計(jì)
橡膠傳送帶破損劃傷可以修復(fù)再使用嗎
詳解非直線傳送帶動(dòng)態(tài)跟蹤技術(shù)
26-基于單片機(jī)的傳送帶計(jì)數(shù)系統(tǒng)

傳送帶產(chǎn)品計(jì)數(shù)器系統(tǒng)設(shè)計(jì)方案
礦山傳送帶導(dǎo)向輥軸承位磨損的修復(fù)指南
西門子1200PLC 傳送帶控制程序編寫及思路
STL檢測(cè)傳送帶傳送方向的示例
博途:使用STL函數(shù)控制傳送帶






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論