") 伺服控制器、伺服電機和編碼器組成的全閉環(huán)系統(tǒng)如何實現(xiàn)
伺服控制器、伺服電機和編碼器組成的全閉環(huán)系統(tǒng)如何實現(xiàn)
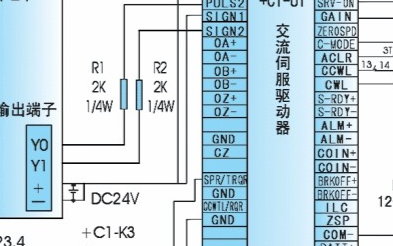
“由PLC+伺服控制器+伺服電機(配套設備)+編碼器(外部設備端)組成的全閉環(huán)系統(tǒng),如何實現(xiàn)??我的方法是由PLC無限脈沖給伺服器,當達到要求工藝位置(外部編碼器連接至PLC)時PLC停止脈沖輸出,但實際停連位置不夠準確,大概是由于,達到位置再停止信號會因為伺服器的減速停車而誤差!!”
1、樓主的論述中,認為“由PLC+伺服控制器+伺服電機(配套設備)+編碼器(外部設備端)組成的全閉環(huán)系統(tǒng)”,電機的運轉是由PLC發(fā)脈沖控制的,PLC發(fā)脈沖電機開始轉,PLC發(fā)脈沖快,電機就轉得快,……;
2、樓主的這個理解是錯誤的,不只是樓主錯誤,很多“專家”也是這樣認為的;
3、“由PLC+伺服控制器+伺服電機(配套設備)+編碼器(外部設備端)組成的全閉環(huán)系統(tǒng)”,電機運轉方式是:
啟動→加速→勻速→減速→停車;
4、電機的“啟動、加速、勻速、減速、停車”指令,是指令脈沖數(shù)與編碼器反饋脈沖數(shù)比較而發(fā)出的:
1)指令脈沖數(shù)>編碼器反饋脈沖數(shù),電機啟動;
2)指令脈沖數(shù)=編碼器反饋脈沖數(shù),電機停車;
3)指令脈沖數(shù)>>編碼器反饋脈沖數(shù),電機加速到上限速度勻速運動;
4)指令脈沖數(shù)≥編碼器反饋脈沖數(shù),電機減速到停車;
5、PLC沒有發(fā)脈沖,指令脈沖數(shù),只是用戶根據(jù)位移量和脈沖當量計算出的一個數(shù),并將這個指令脈沖數(shù)輸入指令脈沖計數(shù)器(或者比較計數(shù)器);
6、編碼器反饋脈沖,到達編碼器反饋脈沖計數(shù)器(或者到達比較計數(shù)器的減計數(shù)端);
7、指令脈沖數(shù)計數(shù)器、編碼器反饋脈沖計數(shù)器,是PLC的兩個計數(shù)器,并對兩個計數(shù)器的數(shù)進行比較,根據(jù)比較結果產生電機的“啟動、加速、勻速、減速、停車”指令,這些指令就是變頻器(驅動器)驅動電機工作的指令;
8、所以伺服運動過程中,PLC是不發(fā)脈沖的,PLC的計數(shù)器、比較器只是產生“啟動、加速、勻速、減速、停車”指令的;
9、所以伺服運動過程中,電機的運動“啟動、加速、勻速、減速、停車”是變頻器輸出控制的;
10、樓主說,PLC停止發(fā)脈沖后,電機減速運行到停止,所以不能準停車,是個錯覺,實際是:
1)當指令脈沖數(shù)≥編碼器反饋脈沖數(shù),電機減速到停車;
2)停車時,指令脈沖數(shù)=編碼器反饋脈沖數(shù);
11、由于“伺服”這種控制模式,所以不能進行伺服電機的單脈沖步進控制,不信你輸入一個指令脈沖,看看電機會怎么運動???會走一個指令脈沖的位移量嗎???
12、當然,指令脈沖數(shù)=編碼器反饋脈沖數(shù)停車時,電機及其工件由于慣性不會立即停車,所以也不能準停;
13、由于慣性不會立即停車,解決的辦法是:
1)停車前減速,把速度減下來;
2)停車時,可采用制動措施;
14、這種用編碼器檢測電機角位移的方法,控制工件的位置,是有缺陷的,因為工件的位置與電機的角位移間的關系往往不確定,例如機械傳動的間隙構成的誤差;
15、從這個角度講,編碼器控制不如位置開關指令控制方式準確!
-
編碼器
+關注
關注
45文章
3669瀏覽量
135253 -
伺服電機
+關注
關注
85文章
2057瀏覽量
58193 -
伺服控制器
+關注
關注
2文章
90瀏覽量
18816 -
閉環(huán)系統(tǒng)
+關注
關注
0文章
17瀏覽量
9443
原文標題:伺服控制器+伺服電機+編碼器組成的全閉環(huán)系統(tǒng)如何實現(xiàn)
文章出處:【微信號:旺材伺服與運動控制,微信公眾號:旺材伺服與運動控制】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦

伺服控制器編碼器信號輸出怎么接
伺服控制器編碼器反饋數(shù)值為負數(shù)怎么回事
伺服控制器編碼器干擾怎么解決
伺服電機編碼器線怎么區(qū)分正負極
伺服電機編碼器怎么判斷好壞
伺服電機編碼器






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論