") 車載電子:電池FPC連接片虛焊失效分析
車載電子:電池FPC連接片虛焊失效分析
案例背景
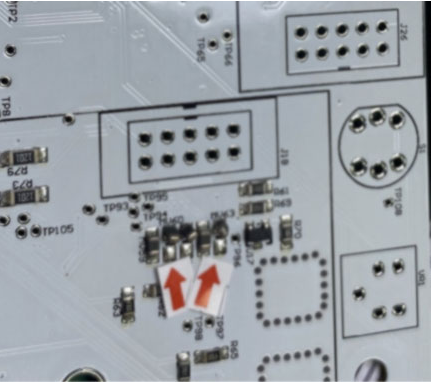
某車載電池充電異常,經(jīng)新陽檢測中心初步分析是內部FPC連接板接觸不良導致。連接板由FPC+鎳片+SMD元件+PI膜構成,如下圖:
分析過程
X-Ray檢測
通過X-RAY檢測,可以明顯辨別出Ni片與FPC焊盤之間存在虛焊不良。而且未虛焊的點位均存在較大面積的焊接空洞。
失效焊點的剝離表面分析
針對異常連接點,將鎳片剝離后,對其表面特征進行分析。分析發(fā)現(xiàn):
Ni片焊接剝離面Sn為自然聚合狀態(tài),表面光滑,無拉扯或鋸齒狀態(tài)。
FPC pad面偏灰色,表面光滑,有明顯坑狀氣泡空洞痕跡,無拉扯或鋸齒狀態(tài)。
通過SEM分析顯示,pad表面平整,結晶規(guī)則。整體呈現(xiàn)灰白色,結晶顆粒約2μm左右。
EDS分析結果顯示,pad面主要以Sn、Cu金屬成分構成。C、Cl主要來自于剝離面的附著物,據(jù)此判斷為助焊劑殘留物。同時,Sn、Cu元素產(chǎn)生了相互熔合滲透。
剝離面外觀確認
Ni片焊接剝離面:Sn呈自然聚合狀態(tài),表面光滑,無拉扯或鋸齒狀態(tài)。
FPC pad焊接剝離面:斷面偏灰色,且表面光滑,有明顯坑狀氣泡空洞痕跡,無拉扯或鋸齒狀態(tài)。
剝離面SEM分析
Ni片焊接剝離面SEM圖示
FPC pad焊接剝離面SEM圖示
剝離面EDS分析
Ni片焊接剝離面的成分分析
FPC pad面焊接剝離面的成分分析
失效焊點的切片斷面分析
針對失效焊點,對其進行切片斷面分析。
分析發(fā)現(xiàn):
斷面金相分析發(fā)現(xiàn):Sn與FPC pad分離,F(xiàn)PC pad銅面彎曲變形。焊錫呈自然的凝聚弧形狀態(tài)。從其整體狀態(tài)判斷,內部受到了熱應力作用即熱膨脹。
SEM分析發(fā)現(xiàn):焊點斷裂面位于Sn與pad側的IMC層,斷點在IMC層整體貫穿。IMC層整體連續(xù)、均勻,厚度2.0μm左右,狀態(tài)良好。部分Sn面呈自然凝結弧狀。
EDS分析發(fā)現(xiàn):pad上的IMC層以Cu、Sn構成,重量比約為40:60,為Cu6Sn5結構,是良性IMC。斷裂面的焊錫側為100%Sn成分,進一步說明斷裂面為Sn與pad側的IMC層。
Ni片側、pad側的Sn結晶狀態(tài)無明顯差異,說明焊錫過程是同步的。
在斷面上檢出較明顯的助焊劑殘留。
切片斷面分析
切片斷面金相分析
切片斷面SEM分析
切片斷面EDS分析
良好焊點的切片斷面分析
有電阻焊接的焊點,焊接狀態(tài)良好,IMC層連續(xù)、均勻,厚度1.46μm。Ni片與pad之間無段差。
切片斷面分析
切片斷面金相分析
切片斷面SEM分析
FPC pad與Ni片組裝結構部分FPC pad相對平面有50μm-60μm的段差,即下沉,部分無段差。
工藝流程:Ni片SMT回流焊接→PI膜→SMD元件焊接,即Ni片在PI膜貼附后還要回流一次。
組裝結構
部分FPC pad相對平面有50μm-60μm的段差,本次分析的樣件對比如下:
PI膜熱壓后,Ni片焊接部分被完全封閉,即Ni片與pad焊接部分形成完全密閉空間。
分析結果
不良解析
綜合以上檢測信息,分析如下:
從虛焊點的平面與斷面的分析結果可以判斷——Ni片與FPC pad第一次回流焊接形成了良好的IMC層,焊接成功。焊接失效現(xiàn)象發(fā)生在后續(xù)工藝之中。
虛焊點的典型特征
FPC pad斷面平滑,Ni片上附著的Sn表面及切面均呈自然冷卻形成的弧狀形貌。
虛焊面在Sn與IMC層之間。
失效焊點空間均呈熱膨脹狀態(tài)。
FPC結構及工藝的缺陷
FPC失效焊點的pad下沉約60μm,Ni片與FPC上的PI膜之間形成了應力集中點,如以下對比圖所示——在熱膨脹作用時,第一種狀態(tài)容易受到熱應力。
焊接點存在較大面積的空洞(最大75%左右),且有助焊劑殘留。
PI膜工藝使Ni片和FPC的焊接點形成了完全密閉的空間。在第二次回流焊時,會造成焊接揮發(fā)的氣體無法排除,從而在內部形成熱脹空間。
由于該產(chǎn)品的工藝特點,焊錫在第二次SMT時會再次經(jīng)過熔化到冷卻的過程。Sn與Sn之間的親和性遠高于Sn與IMC層之間的親和性。
原因總結
綜合以上分析,判斷造成焊接失效的原因如下:
由于該FPC組裝工藝的限制,在密閉空間內的焊點二次熔化時,焊點內部存在的空洞及助焊劑殘留揮發(fā)物再度受熱膨脹。
同時由于FPC本身的造成的段差,即與Ni片接觸的PI膜,熱膨脹對Ni片邊緣產(chǎn)生應力,綜合引起FPC銅面受力變形下陷。
并且由于焊錫的親和作用,Sn與IMC層產(chǎn)生了自然分離,故形成虛焊。
改善方案
FPC 焊盤設計
建議措施
FPC 焊盤改善為無段差結構,Ni片與焊盤直接接觸。
目的
保障錫膏印刷質量;
減少焊接時的熱應力。
FPC生產(chǎn)前烘烤
建議措施
每批次FPC板在上線前烘烤。
目的
除去內部濕氣,避免焊接時的內部濕氣釋放,形成熱應力。
鋼網(wǎng)
建議措施
建議鋼網(wǎng)厚度由0.08mm變更為0.11mm;
現(xiàn)狀鋼網(wǎng)開口的排期通道設計不足:
①排氣通道由0.2mm變更為0.25mm;
②開口圖形建議如下:
目的
①增加錫量;
②增加焊接時的排氣性,減少焊接空洞;
③減小第一次回流焊接時的虛焊隱患;
回流溫度
建議措施
對第一次回流焊接時的溫度做整體評估。
目的
減少焊接空洞。
Ni片焊接后清潔
建議措施
Ni片焊接后,對孔內及邊緣部分殘留的助焊劑進行清潔。
目的
減少助焊劑殘留,從而減少二次焊接時產(chǎn)生揮發(fā)性氣體;
PI膜的密封性設計改善
建議措施
建議Ni片孔位置不封PI膜,在二次回流后采用密封電阻的方式,點膠密封。
目的
避免形成密封空間,導致內部熱應力無法釋放。
本篇文章介紹了電池FPC連接片虛焊失效分析,如需轉載,后臺私信獲取授權即可。若未經(jīng)授權轉載,我們將依法維護法定權利。原創(chuàng)不易,感謝支持!
新陽檢測中心將繼續(xù)分享關于PCB/PCBA、汽車電子及相關電子元器件失效分析、可靠性評價等方面的專業(yè)知識,點擊關注獲取更多知識分享與資訊信息,也可關注“新陽檢測中心”微信公眾號。
最后,如您有相關檢測需求,歡迎咨詢,我們將竭誠為您服務。
審核編輯 黃昊宇
-
FPC
+關注
關注
70文章
962瀏覽量
63759 -
車載電子
+關注
關注
0文章
59瀏覽量
17711 -
焊接
+關注
關注
38文章
3227瀏覽量
60120 -
空洞
+關注
關注
0文章
4瀏覽量
6474 -
虛焊
+關注
關注
1文章
58瀏覽量
13721
發(fā)布評論請先 登錄
相關推薦
X-ray在芯片失效分析中的應用

電池點焊機:高效焊接電池連接片的專用設備
SMT貼片加工虛焊現(xiàn)象:原因分析與解決步驟全解析
SMT錫膏貼片虛焊假焊不良原因分析

大研智造 PCB組裝中的虛焊:原因、影響與解決方案(下)
柵極驅動ic虛焊會燒嗎
SMT錫膏貼片加工為什么會少錫虛焊?

PCBA錫膏加工虛焊和假焊的危害有哪些?
鋰電池轉接片焊接機:精密焊接技術的關鍵角色

深圳18650電池焊接機廠家:攻克自動點焊機虛焊難題

FPC連接器的結構原理
造成虛焊、假焊的原因有哪些?如何預防虛焊假焊





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論