 機器人焊接出現的缺陷及應對措施
機器人焊接出現的缺陷及應對措施
傳統焊接缺陷的種類很多,按其在焊縫中所處的位置可分為外部缺陷和內部缺陷兩大類。外部缺陷也叫外觀缺陷。
外部缺陷位于焊縫表面,借用肉眼或低倍放大鏡就能觀察到。
內部缺陷位于焊縫的內部,必須應用破壞性檢驗或專門無損檢驗方法才能發現。
焊接缺陷的常見分類方法如下:
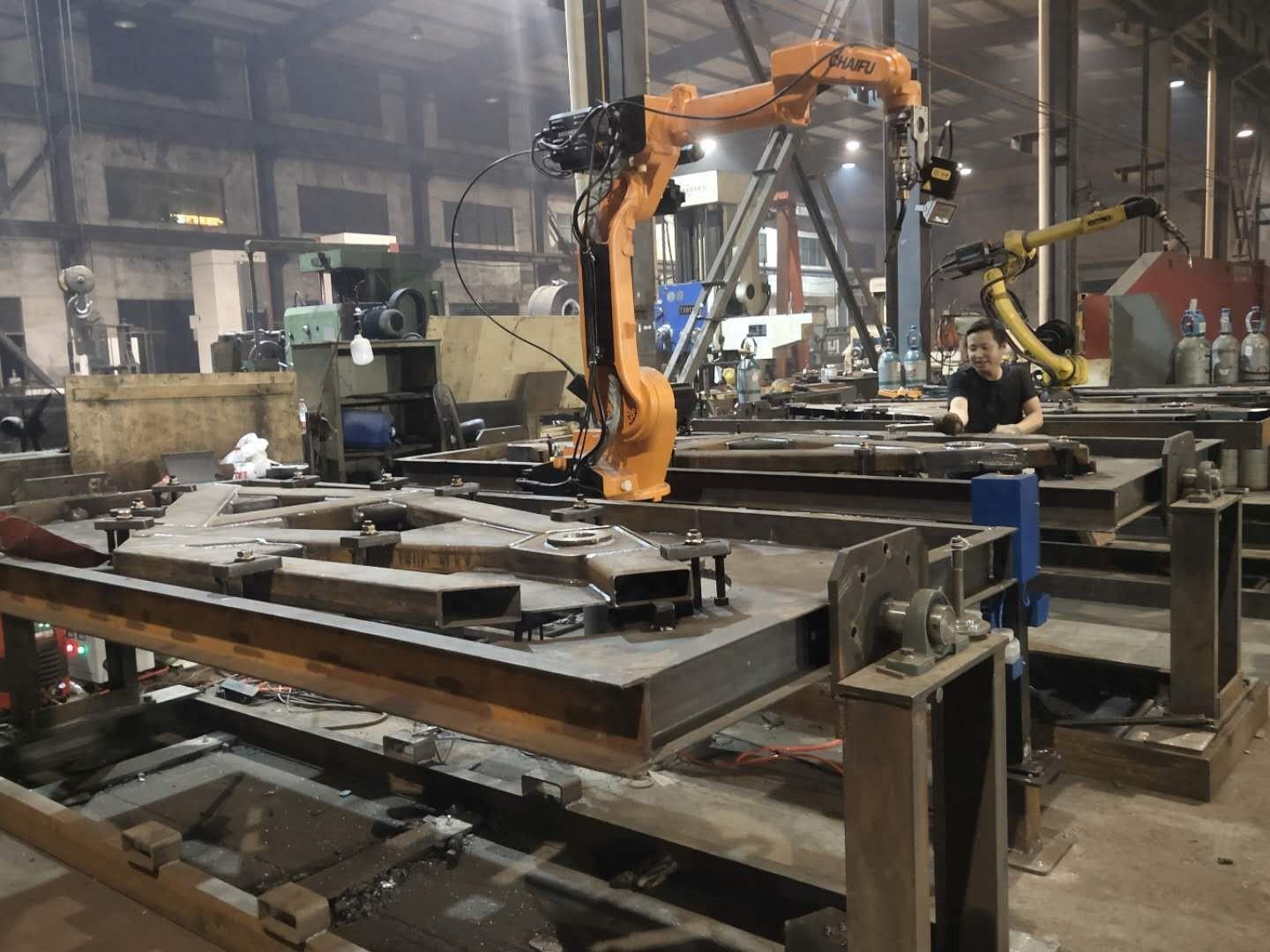
焊接機器人是從事焊接的工業機器人,它主要包括機器人和焊接設備兩部分。以弧焊為例,則由焊接電源(包括其控制系統)、送絲機(弧焊)、焊槍等部分組成。弧焊機器人多采用熔化極或非熔化極氣體保護焊方法,通常的焊接電源都可以裝到機器人上作電弧焊。還應配有傳感系統,如激光或攝像傳感器及其控制裝置等。
根據焊接機器人多年的生產使用,總結了機器人焊接出現最多的缺陷種類,以及對應的措施和辦法。
1.焊道焊偏和焊接軌跡無法修正問題
首先在示教模式下,空走程序確保焊接的位置正確。其次考慮焊槍尋找時出現問題。這時,要考慮焊接機器人尋找焊道的方式(電弧還是激光)進行設置,最后,在分析TCP(焊槍中心點位置)是否準確,并加以調整。如果頻繁出現這種情況就要檢查一下機器人各軸的零位置,重新校零予以修正。
2.出現大量咬邊問題
考慮焊接參數選擇不當,電流過大,電壓過大、焊槍姿態不利于焊接,還有焊接位置是否受限,并適當調整。
3.出現密集氣孔問題
可能為氣體保護差、工件的焊接表面不夠清潔或者保護氣不夠干燥,進行相應的調整就可以處理。
4.飛濺過多問題
可能為焊接參數選擇不當、氣體組分原因或焊絲外伸長度太長,可適當調整機器功率的大小來改變焊接參數,調節氣體配比儀來調整混合氣體比例,調整焊槍與工件的相對位置。
5.焊縫結尾處冷卻后形成一弧坑問題
可編程時在工作步中添加埋弧坑功能,可以將其填滿。
6、不能引弧
可能是由于焊絲沒有接觸到工件或工藝參數太小,可手動送絲,調整焊槍與焊縫的距離,或者適當調節工藝參數。
7、焊縫成型較差
可能是由于焊件裝配間隙不均勻,焊接擺動幅度過高或過低,電流選擇不合適,焊接速度與參數不匹配。
責任編輯:YYX
-
機器人
+關注
關注
211文章
28642瀏覽量
208419 -
焊接
+關注
關注
38文章
3227瀏覽量
60121
發布評論請先 登錄
相關推薦
焊接機器人焊接工藝了解嗎?管道焊接機器人可視焊縫追蹤系統介紹
焊接機器人與傳統焊接的區別
焊接機器人編程技巧與注意事項
焊接機器人拖拽軌跡怎么設置

焊接機器人示教模式怎么設置

深度剖析:MT6816 磁編碼 IC 在機器人焊接變位機中的應用
FMEA在焊接機器人研發中的應用


焊接機器人調試技巧有哪些

焊接機器人的應用領域有哪些
六軸焊接機器人的操作流程
焊接工藝對機器人的要求有哪些

視覺機器人焊接的研究現狀






 工商網監
工商網監
評論