 0201元件焊盤設計與smt裝配缺陷有何影響
0201元件焊盤設計與smt裝配缺陷有何影響
1、使用免洗型錫膏在空氣中回流焊接時,基于焊盤設計的裝配缺陷
在此smt貼片裝配工藝中,18種焊盤設計中的7種設計上(BDH,BEG,BFG,BFH,CDH,CEH&CFH)沒有產生任何smt裝配缺陷。根據錫膏印刷的難度、焊盤的形狀和焊盤的尺寸,BEG和CEH焊盤是比較好的設計。
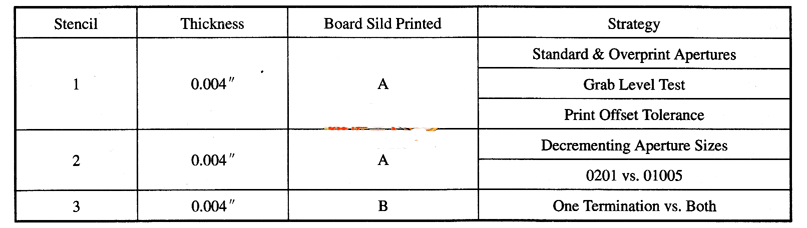
對于其他幾種設計,因為考慮到最小的焊盤設計,相應的網板開孔尺寸也會設計較小。但較小的開孔使錫膏的傳輸效率不高,容易被阻塞。如果采用厚度為0.004″印刷網板,雖然會提高錫膏的傳輸效率,降低0201網板孔的阻塞,但在其他需要更多焊膏量的表面貼裝元件位置,印刷的錫膏量會不夠。
最大的焊盤設計有利于提高錫膏傳輸效率,增加錫膏量,容易獲得較好的焊點形狀。但是,較大的焊盤設計需要占用更大的電路板空間,降低裝配密度。
2、使用水溶性錫膏在空氣中回流焊接時,基于焊盤設計的裝配缺陷
在考慮元件兩個方向時,使用水溶性錫膏在空氣中回流,在所設計的所有焊盤上都產生了裝配缺陷。在焊盤設計CEG上產生的裝配缺陷最少。在焊盤CDH上0°方向未產生任何缺陷,但是在90°方向卻產生了比較多的裝配缺陷。焊盤設計CEG上獲得的焊點形狀比較好。根據CEG焊盤設計所設計的印刷鋼網開孔,在smt貼片打樣生產試驗中也沒有發現有塞孔的問題。
3、使用免洗型錫膏在氮氣中回流焊接時基于焊盤設計的裝配缺陷
當考慮元件兩個方向時,使用免洗型錫膏在氮氣中回流,同樣,在所設計的所有焊盤上都產生了裝配缺陷。在焊盤設計CEG上所產生的裝配缺陷最少,獲得的焊點形狀較好。根據CEG焊盤設計所設計的印刷鋼網開孔,印刷免洗型錫膏,在試驗中也沒有發現有塞孔的問題。
4、焊盤寬度和裝配缺陷的關系
首先確定對應3種裝配工藝最佳的焊盤設計,然后將焊盤長度和間距固定,改變焊盤的寬度,比較在不同的焊盤上產生的裝配缺陷。眾焱電子小編發現隨著焊盤寬度的增加,在所有的裝配工藝中裝配良率也隨之提高。
裝配良率對0.012″和0.015″之間的焊盤寬度更為敏感。當焊盤寬度為0.018″時,在使用水溶型錫膏在空氣中回流和使用免洗型錫膏在氮氣中回流的裝配工藝中產生的缺陷最少。而當焊盤寬度為0.015〃時,在使用免洗型錫膏在空氣中回流的裝配工藝中產生的缺陷最少。但是,由于裝配數量的限制,所以嚴格地說,在0.015″和0.018″的焊盤之間的缺陷水平差別不具有統計顯著性。使用免洗型錫膏在空氣中回流的裝配工藝對焊盤寬度不敏感,而使用免洗型錫膏在氮氣中回流的裝配工藝對焊盤寬度變化則非常敏感。
5、焊盤長度和裝配缺陷的關系
同樣,首先確定對應3種裝配工藝最佳的焊盤設計,然后將焊盤寬度和間距圃定,改變焊盤的長度,比較在不同的焊盤上產生的裝配缺陷。對3種裝配工藝而言,最佳的焊盤長度是0.012″。
裝配良率對0.08″和0.012″之問的焊盤長度比較敏感。使用免洗型錫膏在氮氣中回流的裝配工藝對焊盤長度的變化最敏感。當焊盤長度為0.012″和0.016″時,在使用免洗型錫膏在空氣中回流的裝配工藝中未產生任何裝配缺陷。
6、裝配缺陷、焊盤間距和裝配工藝類型之間的關系
首先確定對應3種裝配工藝最佳的焊盤設計,然后將焊盤長度和寬度固定,改變焊盤的間距,比較在不同的焊盤上產生的裝配缺陷。焊盤間距指的是PCB上元件兩端焊盤之間的距離。
當焊盤間距增加時,裝配缺陷也隨之增加。而使用免洗型錫膏在氮氣中回流焊接的裝配工藝對焊盤間距的變化最為敏感。但是使用免洗型錫膏在空氣中回流焊接的裝配工藝受焊盤間距變化的影響較小。
編輯:hfy
-
smt
+關注
關注
40文章
2927瀏覽量
69684 -
焊盤
+關注
關注
6文章
558瀏覽量
38217
發布評論請先 登錄
相關推薦
0201元件裝配工藝總結
0201元件印刷鋼網的厚度
0201元件錫膏選擇
0201元件3種不同裝配工藝中不同裝配缺陷的分布
0201元件焊點橋連缺陷與元器件的關系
貼片精度0201/01005元件裝配與貼片精度的關系
0201元件在PCB回流焊接中的立碑問題怎么解決
01005元件印刷鋼網的設計





 工商網監
工商網監
評論