 好的回流焊焊接應當有哪兩現象來決定的
好的回流焊焊接應當有哪兩現象來決定的
回流焊工藝中的冷卻段有著很重要的位置,這段中焊膏內的鉛錫粉末已經熔化并充分潤濕被連接表面,應該用盡可能快的速度來進行冷卻,這樣將有助于得到明亮的焊點并有好的外形和低的接觸角度。緩慢冷卻會導致電路板的更多分解而進入錫中,從而產生灰暗毛糙的焊點。在端的情形下,它能引起沾錫不良和減弱焊點結合力。冷卻段降溫速率般為3-10℃/s,冷卻75℃即可。
好的回流焊接是由適當的焊點大小以及良好與足夠的潤濕現象來完成。
1、焊點的大小直接影響焊點的機械力以及可以承受的機械沖擊力,所以也是個關鍵的質量指標。大焊點由于接觸面大,焊點承受的應力可以分擔在較大的面積上,以及在出現斷裂情況時有較長的距離使失效時間得以延長,所以般壽命較長。不過太大的焊點將影響組裝后的檢驗效果,例如造成對潤濕情況的判斷不易等問題。
2、良好與足夠的潤濕現象。良好的潤濕表示焊接面的兩種金屬間有條件形成合金界面。合金界面的形成是焊接的基本要求。如果焊接材料間的兼容性不好,或界面出現防礙合金形成的污染物或化合物,則合金層法完好的形成,也體現在潤濕性受到破壞的跡象上。
因此從潤濕的程度上可以做出定程度的質量判斷。潤濕性的判斷般從兩方面來評估,是潤濕或擴散程度;另是終形成的潤濕角。
推薦閱讀:http://m.elecfans.com/article/1202951.html
責任編輯:gt
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
機械
+關注
關注
8文章
1625瀏覽量
40777 -
焊接
+關注
關注
38文章
3229瀏覽量
60121 -
回流焊
+關注
關注
14文章
479瀏覽量
16852
發布評論請先 登錄
相關推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊
本文介紹了三種SMT(Surface Mount Technology,表面貼裝技術)焊接工藝,包括回流焊、波峰焊、通孔回流焊。

通孔回流焊簡述
、開關和插孔器件等。目前使用錫膏網板印刷和回流焊將SMC固定在PCB上。可以采用類似的工藝來完成通孔以及異形器件的互連。在許多情況下,使用THR工藝可以省去后續的波峰焊接操作。
發表于 09-04 15:43
回流焊原理以及工藝
的最大負載因子的范圍為0.5~0.9。這要根據產品情況(元件焊接密度、不同基板)和再流爐的不同型號來決定。要得到良好的焊接效果和重復性,實踐經驗很重要的。
發表于 10-16 10:46
回流焊具體是怎樣的呢?回流焊的原理是什么?
的PPM來定良率。 回流焊要控制溫度上升和最高溫度及下降溫度曲線。 回流焊可能發生的意外 (1)橋聯 回流焊焊接加熱過程中也會產生焊
發表于 04-13 17:10
紅外回流焊介紹_紅外回流焊加熱原理
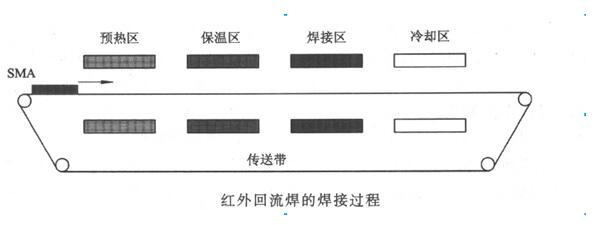
紅外回流焊的焊接表面組裝件sMA置于網狀或鏈式傳送帶上,經過設備的預熱區升溫、保溫區溫度勻化,焊接區溫度達到南緯、錫膏充分熔化和潤濕校焊材料表面,冷卻區熔融焊料完全凝固完成員終的
發表于 10-01 17:19
?3973次閱讀
如何從各個階段實現控制好回流焊的質量
基礎元器件回流焊接是PCB裝配過程中難控制的步驟,在焊接過程中,如何控制好回流焊的質量呢?下面讓我們從各個階段進行分析。
什么是回流焊,回流焊的作用是什么
回流焊是SMT技能使用非常多的一種生產工藝。回流焊首要適用于外表貼裝元器件與印制板的焊接,通過從頭熔化預先分配到印制板焊盤上的膏狀軟釬焊料,結束外表貼裝元器件
發表于 01-11 14:52
?1.2w次閱讀
導軌回流焊與普通回流焊:為生產效率和質量選擇最佳焊接方式
回流焊作為現代電子制造中常見的一種焊接方法,其主要目的是將焊盤、元件引腳和焊膏熔化,形成焊接點。隨著技術的發展,






 工商網監
工商網監
評論