 回流焊設備中浸潤參數的溫度與時間設置
回流焊設備中浸潤參數的溫度與時間設置
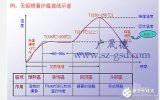
在SMT加工中最常用的一個設備就是回流焊,講到回流焊就需要了解這個設備的浸潤區。浸潤區也稱為回流焊的預熱區,是SMT貼片的溫度曲線形狀設置的關鍵,是不同焊膏、不同產品溫度曲線的差異所在。
其作用主要有三個:使焊劑中的溶劑揮發,使焊劑活化并去除被焊接金屬表面氧化物,減小焊接時PCBA各部位的溫差。
浸潤區參數的設置,除了考慮PCBA的溫度均勻性外,焊劑的有效性也是個重要考慮因素。助焊劑從100℃起就具有比較明顯的活性,溫度越高,反應越快,如150℃時的反應速度比100℃時高出一個數量級。
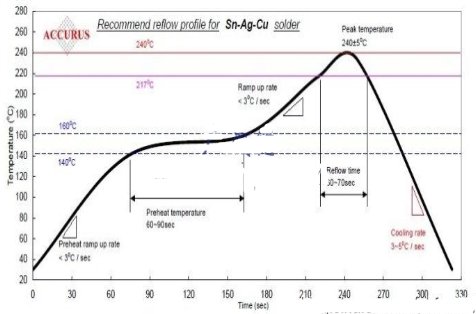
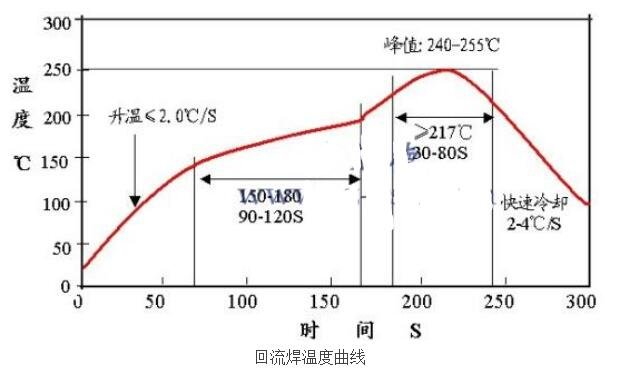
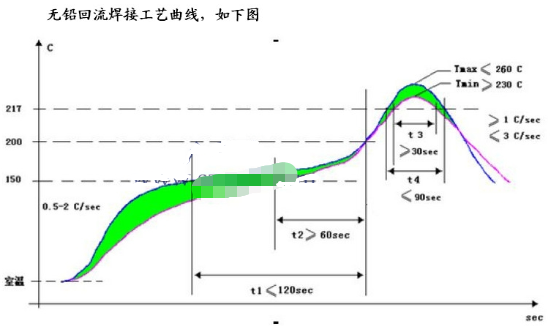
去除被焊接表面的氧化物的過程主要發生在150℃到焊膏開始熔化這段時間,是助焊劑的主反應區。因此,控制焊劑活性的有效性就是需要監控150℃到焊膏熔化這段時間。對于SAC305焊膏,浸潤參數的設置如下:
(1)浸潤開始溫度(Tma),通常按150℃來設置(對于有鉛工藝,按100℃設置)。
(2)浸潤結束溫度(Tmx),通常按200℃來設置(對于有鉛工藝,按150℃設置)。
(3)浸潤時間(T),一般在60~1208。只要PCBA在進入再流焊階段前達到基本的熱平衡即可,在此前提下,時間越短越好。
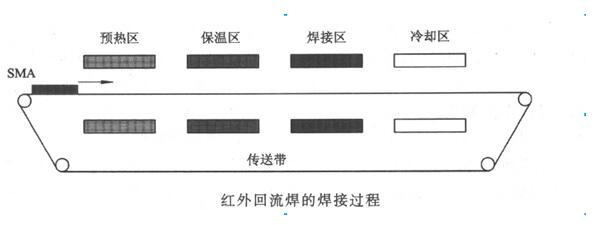
為什么選擇150℃這個溫度呢?因為一般的阻封器件的鑄模溫度在150~160℃,那么在此溫度下塑封的QFP、BGA等器件可以認為是無變形的。這種情況下,元器件電極與焊膏沒有分離,一定程度上可以有效地隔離熱風對電極下焊膏焊粉的氧化對于PCBA而言,從進入再流焊接爐到焊錫粉熔化,稱為預熱段。我們之所以把預熱段劃分為升溫區和浸潤區,主要是為了更好地控制焊劑助焊功能一一焊點熔化之前持續有效的助焊能力和防再氧化能力對于有鉛焊接工藝或混裝工藝,由于浸洞溫度比較低,器件的變形還不是很明顯,浸潤時間對焊劑活性的影響也比較小,因此,可以不做重點的監控,通常把100~150℃之間的時間作為SMT貼片加工工藝監控項即可。經驗表明,對于有鉛工藝,這個時間窗ロ比較大,一般的焊膏不超過3min都是可以的。
推薦閱讀:http://m.elecfans.com/article/1067739.html
責任編輯:gt
-
smt
+關注
關注
40文章
2927瀏覽量
69684 -
PCBA
+關注
關注
23文章
1532瀏覽量
51865 -
回流焊
+關注
關注
14文章
479瀏覽量
16852
發布評論請先 登錄
相關推薦
回流焊設備四大溫區作用詳解
回流焊原理以及工藝
回流焊具體是怎樣的呢?回流焊的原理是什么?
回流焊的溫度曲線怎么設置
國內回流焊設備排名
紅外回流焊介紹_紅外回流焊加熱原理
回流焊幾個溫區_回流焊各溫區溫度和時間設置





 工商網監
工商網監
評論