 電子發(fā)燒友App
電子發(fā)燒友App


無鉛波峰焊接工藝技術(shù)與設(shè)備
1.無鉛焊接技術(shù)的發(fā)展趨勢(shì)
隨著歐盟RHS關(guān)于2006年7月1日無鉛化期限的逼近,日本知名的電子產(chǎn)品制造商: PANASONIC/NATIONAL、SONY、TOSHIBA、PIONEER 、NEC等,從2000年開始導(dǎo)入無鉛化制程,至今已基本實(shí)施無鉛化制造,在日本及歐美市場(chǎng)上推出"綠色環(huán)保"家電產(chǎn)品。中國(guó)政府已于2003年3月由信息產(chǎn)業(yè)部擬定《電子信息產(chǎn)品生產(chǎn)污染防治管理法》自2006年7月1日禁止電子產(chǎn)品含鉛(Pb).
因此,出于對(duì)環(huán)保的考慮,市場(chǎng)發(fā)展趨勢(shì)是使用含鉛焊料的電子產(chǎn)品將無法進(jìn)入市場(chǎng)。對(duì)于電子組裝企業(yè)來說,無鉛焊接技術(shù)的應(yīng)用已經(jīng)是擺在企業(yè)面前必須解決的現(xiàn)實(shí)問題.
電子產(chǎn)品制造業(yè)實(shí)施無鉛化制程需面臨以下問題;1)焊料的無鉛化;2)元器件及PCB板的無鉛化;3)焊接設(shè)備的無鉛化
1) 焊料的無鉛化
到目前為止,全世界已報(bào)道的無鉛焊料成分有近百種,但真正被行業(yè)認(rèn)可并
被普遍采用是Sn-Ag-Cu三元合金,也有采用多元合金,添加In,Bi,Zn等成分。現(xiàn)階段國(guó)際上是多種無鉛合金焊料共存的局面,給電子產(chǎn)品制造業(yè)帶來成本的增加,出現(xiàn)不同的客戶要求不同的焊料及不同的工藝,未來的發(fā)展趨勢(shì)將趨向于統(tǒng)一的合金焊料。
(1) 熔點(diǎn)高,比Sn-Pb高約30度;
(2) 延展性有所下降,但不存在長(zhǎng)期劣化問題;
(3) 焊接時(shí)間一般為4秒左右;
(4) 拉伸強(qiáng)度初期強(qiáng)度和后期強(qiáng)度都比Sn-Pb共晶優(yōu)越。
(5) 耐疲勞性強(qiáng)。
(6) 對(duì)助焊劑的熱穩(wěn)定性要求更高。
(7) 高Sn含量,高溫下對(duì)Fe有很強(qiáng)的溶解性
鑒于無鉛焊料的特性決定了新的無鉛焊接工藝及設(shè)備
2) 元器件及PCB板的無鉛化
在無鉛焊接工藝流程中,元器件及PCB板鍍層的無鉛化技術(shù)相對(duì)要復(fù)雜,涉及領(lǐng)域較廣,這也是國(guó)際環(huán)保組織推遲無鉛化制程的原因之一,在相當(dāng)時(shí)間內(nèi),無鉛焊料與Sn-Pb的PCB鍍層共存,而帶來 "剝離(Lift-Off)"等焊接缺陷,設(shè)備廠商不得不從設(shè)備上克服這種現(xiàn)象。另外對(duì)PCB板制作工藝的要求也相對(duì)提高,PCB板及元器件的材質(zhì)要求耐熱性更好。
3)焊接設(shè)備的無鉛化
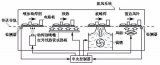
由于無鉛焊料的特殊性,無鉛焊接工藝進(jìn)行要求無鉛焊接設(shè)備必須解決無鉛焊料帶來的焊接缺陷及焊料對(duì)設(shè)備的影響,預(yù)熱/錫爐溫度升高,噴口結(jié)構(gòu),氧化物,腐蝕性,焊后急冷,助焊劑涂敷,氮?dú)獗Wo(hù)等。
A)無鉛焊接要求的溫度曲線分析:
通過上述曲線圖和金屬材料學(xué)知識(shí),我們了解到為了獲得可靠、最佳的焊點(diǎn),溫度T2最佳值應(yīng)大于無鉛錫的共晶溫度,錫液焊接溫度控制在2500C±20度(比有鉛錫的溫度要求更嚴(yán)),一般有高可靠要求的軍用產(chǎn)品,△T<300C,對(duì)于普通民用產(chǎn)品,建議溫差可放寬到△T2<500度(根據(jù)日本松下的要求);預(yù)熱溫度T1比有鉛焊要稍高,具體數(shù)值根據(jù)助焊劑和PCB板工藝等方面來定,但△T1必須控制在50度以內(nèi),以確保助焊劑的活化性能的充分發(fā)揮和提高焊錫的浸潤(rùn)性;焊接后的冷卻從溫度T32500度 降至溫度T4100~1500度,建議按10~150度/S的降幅梯度控制;溫度曲線在時(shí)間上的要求主要是預(yù)熱時(shí)間t1、浸錫時(shí)間t2、t3及冷卻時(shí)間t4,這些時(shí)間的具體數(shù)值的確定要考慮元器件、PCB板的耐熱性及焊錫的具體成份等多方面因素,通常t1在1分鐘左右,t2+t3在3~5S之間。
B)從以上溫度曲線分析可確定設(shè)備的結(jié)構(gòu)及控制要求:
預(yù)熱方式
預(yù)熱時(shí)間t1在1分鐘左右輸送PCB板的速度1.2m/min,預(yù)熱長(zhǎng)度要保障1.2M以上;為保障預(yù)熱的熱穩(wěn)定性預(yù)熱結(jié)構(gòu)必須采用封閉式的結(jié)構(gòu),預(yù)熱方式建議采用:1)熱風(fēng)預(yù)熱方式;2)遠(yuǎn)紅外線發(fā)熱管方式;3)陶瓷發(fā)熱管(或不銹鋼發(fā)熱管) 。從國(guó)內(nèi)外設(shè)備廠研制的波峰焊及客戶使用分析,采用第2種遠(yuǎn)紅外線發(fā)熱管方式比較理想,因?yàn)榘l(fā)熱原理是一種紅外線輻射,可提高熱效率,如果在發(fā)熱管上部再覆蓋耐高溫陶瓷玻璃,效果會(huì)更佳,安全可靠,避免松香滴落在發(fā)熱管上,日東公司生產(chǎn)的設(shè)備已有2000臺(tái)使用此種方式(自1998年),特別是針對(duì)無鉛波峰焊又開發(fā)一種新的控制方式:PID+模擬量調(diào)壓方式,解決傳統(tǒng)ON-OFF控制方式對(duì)溫度的沖擊,達(dá)到較佳的預(yù)熱曲線,保證預(yù)熱區(qū)與焊接取的溫度下降值在50度以內(nèi)。如果預(yù)熱區(qū)分成2溫區(qū)或3溫區(qū)長(zhǎng)度1.6M,焊接預(yù)熱工藝將靈活。當(dāng)然針對(duì)某些產(chǎn)品適合用熱風(fēng)預(yù)熱方式。
錫爐噴口
????要克服無鉛焊料潤(rùn)濕性(鋪展能力)差給焊接帶來的缺陷,需要4秒以上的浸錫時(shí)間,如果采用雙波峰焊接,兩波峰之間的最低溫度要在2000度以上錫爐噴口結(jié)構(gòu)必須能達(dá)到符合以上的溫度曲線,設(shè)備廠家通過加寬噴口設(shè)計(jì),減少兩波峰間距來實(shí)現(xiàn)。
???? 由于高Sn含量的無鉛焊料更易氧化,另外無鉛焊料的成本較高,控制錫氧化物生成量是焊接設(shè)備廠家必須考慮的問題,一些國(guó)內(nèi)外的廠家已推出新的波峰噴口結(jié)構(gòu),氧化物生成量同過去相比減少一倍,日東公司在日本松下公司的協(xié)助下推出的無搖動(dòng)雙波峰噴口結(jié)構(gòu)已廣泛應(yīng)用到包括松下公司在內(nèi)的眾多日本公司及國(guó)內(nèi)知名公司,并得到客戶的認(rèn)可。
腐蝕性
????無鉛焊料的高Sn含量,在高溫下對(duì)Fe有佷強(qiáng)的溶解能力,傳統(tǒng)的波峰焊焊料槽及噴口大多數(shù)采用不銹鋼材料,從而發(fā)生溶解反應(yīng),隨著時(shí)間的推移,最終導(dǎo)致部件的溶蝕損壞,特別是噴口及葉輪部件。現(xiàn)在國(guó)外大多數(shù)廠家的焊錫槽采用鑄鐵并鍍防護(hù)層,國(guó)內(nèi)大多數(shù)廠家采用鈦合金材料。
氧 化
同Sn-Pb合金焊料相比,高Sn含量的無鉛焊料在高溫焊接中更容易氧化,從而在錫爐液面形成氧化物殘?jiān)⊿nO2),過多的氧化物不但影響焊接品質(zhì),而且使焊料成本浪費(fèi),尤其是對(duì)現(xiàn)在昂貴的無鉛焊料。多數(shù)設(shè)備廠家采用改善錫爐噴口結(jié)構(gòu)來減少氧化物,例如上面提到的日東公司的新款噴口。當(dāng)然最好的對(duì)策是加氮?dú)獗Wo(hù),氮?dú)獗Wo(hù)系統(tǒng)設(shè)備前期投入較大,如果從長(zhǎng)遠(yuǎn)利益考慮是合理的。國(guó)內(nèi)外佷多設(shè)備廠家都已推出氮?dú)獗Wo(hù)的波峰焊,技術(shù)已成熟。
焊后急冷卻
在無鉛焊接工藝應(yīng)用,通孔基板的波峰焊接時(shí)常常會(huì)發(fā)生"剝離"缺陷(Lift-off,或Fillet lifting),產(chǎn)生的原因在于冷卻過程中,焊料合金的冷卻速率與印刷電路板的冷卻速率不同所致。無鉛化推廣前期,無鉛焊料與鍍有Sn-Pb的元器件會(huì)有一段時(shí)間共存,如果采用的是含Bi無鉛焊料此種現(xiàn)象更為突出,解決對(duì)策是在波峰焊出出口處加冷卻系統(tǒng),至于冷卻方式及冷卻速率的要求要根據(jù)具體情況而定,因?yàn)槔鋮s速率超過60度/SEC.設(shè)備冷卻系統(tǒng)要采用冷源方式,大多數(shù)采用冷水機(jī)或冷風(fēng)機(jī),國(guó)外的研究有提到用冷液方式,可達(dá)到200C/SEC.以上的冷卻效果,成本非常高,對(duì)于大規(guī)模電子產(chǎn)品生產(chǎn)廠家是無法承受的,屬于早期實(shí)驗(yàn),真正被推廣應(yīng)用的,在日本大多數(shù)廠家采用全無鉛化方案(焊料/元器件/基板等全部無鉛化),設(shè)備冷卻結(jié)構(gòu)采用強(qiáng)制自然風(fēng)冷卻,日東公司在給日本松下提供的波峰焊設(shè)備是采用的此種結(jié)構(gòu),對(duì)于國(guó)內(nèi)電子產(chǎn)品生產(chǎn)廠家,建議采用Sn-Ag-Cu合金或Sn-Cu合金的焊料,快速冷卻速率控制在6~80度/SEC.或8~120度/SEC.,冷卻方式采用自然風(fēng)強(qiáng)制冷卻或帶冷水機(jī)冷源的方式。
助焊劑
無鉛焊料的特殊性,在焊接工藝中必須是對(duì)應(yīng)的助焊劑相匹配,基于環(huán)保的考慮,醇類溶劑的降低使用,逐步推廣VOC-FREE環(huán)保助焊劑 .
由于無鉛焊料潤(rùn)濕性差,克服焊接缺陷在佷大程度上要通過助焊劑成分及噴霧方式來改變,傳統(tǒng)的發(fā)泡是噴霧結(jié)構(gòu)已不適應(yīng)現(xiàn)在的工藝, 噴霧結(jié)構(gòu)一些設(shè)備廠家經(jīng)過改良,一些廠家噴霧移動(dòng)采用步進(jìn)馬達(dá)方式,助焊劑供給采用衡壓系統(tǒng) ,強(qiáng)力抽風(fēng)過濾系統(tǒng),目的是使噴霧效果均勻,降低揮發(fā)性物質(zhì)的排放量.
控 制
控制系統(tǒng)發(fā)展的方向主要是數(shù)字化控制及管理。
控制系統(tǒng)除了要求對(duì)運(yùn)輸速度、助焊劑涂敷均勻度、預(yù)熱溫度,錫爐溫度、冷卻速度等精確控制外,還應(yīng)該對(duì)生產(chǎn)過程中所有的工藝參數(shù)(運(yùn)輸速度;助焊劑涂敷厚度、濃度、寬度、角度;預(yù)熱溫度;錫爐溫度;冷卻速度;氮?dú)鉂舛鹊龋┚鶎?shí)現(xiàn)數(shù)字化控制,便于參數(shù)的重復(fù)利用。我公司推出的SA系列及CN系列波峰焊均以數(shù)字化控制為核心目標(biāo),采用人機(jī)界面或工業(yè)控制計(jì)算機(jī)對(duì)生產(chǎn)過程進(jìn)行監(jiān)控,不但能監(jiān)控、PCB參數(shù)、機(jī)器參數(shù)、PID參數(shù)、溫度參數(shù),還支持參數(shù)設(shè)定、打開、保存,方便參數(shù)的重復(fù)利用,最大限度的減少機(jī)種更換時(shí)調(diào)整參數(shù)的時(shí)間。在全電腦控制的機(jī)型上,隨機(jī)自帶了無鉛焊接非常關(guān)心的溫度曲線測(cè)試及分析功能,能測(cè)試并分析3條溫度曲線的預(yù)熱時(shí)間,預(yù)熱斜率,預(yù)熱溫度,波峰1時(shí)間,波峰2時(shí)間,波峰1溫度,波峰2溫度,跌落時(shí)間,跌落溫度,冷卻時(shí)間,冷卻斜率,超出時(shí)間等,并支持溫度曲線測(cè)試、打印功能,無鉛焊接所關(guān)心的所有參數(shù)都能一目了然。
控制系統(tǒng)發(fā)展的另一個(gè)方向是客戶成本概念。
客戶成本是指客戶在生產(chǎn)過程中生產(chǎn)一定數(shù)量的產(chǎn)品所消耗的材料,時(shí)間,能源等。日東公司的產(chǎn)品一直遵循最大限度降低客戶成本原則,從助焊劑消耗,焊錫氧化量減少,電量損耗,氮?dú)鈸p耗等方面進(jìn)行綜合控制,達(dá)到節(jié)約客戶成本的目的。 無論生產(chǎn)焊料的廠家,還是生產(chǎn)設(shè)備的廠家,推出的產(chǎn)品既要符合焊接工藝又要兼顧最終用戶的成本投入,隨著技術(shù)的發(fā)展,無鉛焊接工藝會(huì)逐步走向成熟,
日東公司通過與日本松下株式會(huì)社的合作,針對(duì)上述特性開發(fā)出適合無鉛要求的專用型雙波峰焊機(jī)SA系列, CN系列(氮?dú)庑?,并已被松下、SONY、東芝、先鋒、SANYO、嘉財(cái) 、EMERSON ASTEC等日本公司及國(guó)內(nèi)外知名公司所采用.技術(shù)方面已達(dá)到國(guó)際水平,并銷往國(guó)際市場(chǎng)。
- 無鉛波峰(4979)


聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場(chǎng)。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請(qǐng)聯(lián)系本站處理。 舉報(bào)投訴
相關(guān)推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊
 1343
1343
什么是波峰焊,如何使PCBA組裝自動(dòng)焊接
1158
無鉛焊接材料選擇原則
無鉛化挑戰(zhàn)的電子組裝與封裝時(shí)代
無鉛焊錫及其特性
無鉛環(huán)保焊錫絲的工藝特點(diǎn)
波峰焊機(jī)焊接貼片元件常見問題
波峰焊工藝常見問題
波峰焊接后產(chǎn)品虛焊的解決
焊接工藝
焊接工藝 (錫鉛焊接的基礎(chǔ)知識(shí)、焊料和焊劑的選用、手工焊接技術(shù)和自動(dòng)焊接技術(shù))
焊接工藝大比拼,誰是贏家?
PCB LAYOUT(1):元器件布局與焊接工藝
PCB無鉛焊接工藝步驟有哪些?
PCBA加工過程中常用的焊接類型簡(jiǎn)析
PCBA組件腐蝕失效給波峰焊無鉛焊錫條的啟示與建議
PCB板選擇性焊接工藝
PCB選擇性焊接技術(shù)介紹
PCB選擇性焊接技術(shù)詳細(xì)
PCB選擇性焊接技術(shù)詳細(xì)
PCB選擇性焊接工藝難點(diǎn)解析
PCB選擇性焊接工藝難點(diǎn)解析
SMT有鉛工藝和無鉛工藝的區(qū)別
SMT有鉛工藝和無鉛工藝的特點(diǎn)
SMT有鉛工藝和無鉛工藝的特點(diǎn)
THR焊點(diǎn)和波峰焊點(diǎn)
Taguchi正交陣列對(duì)對(duì)無鉛焊接的影響
[下載]SMT技術(shù)之-無鉛工藝技術(shù)應(yīng)用及可靠性
[分享]12月1-2日上海4-5日深圳波峰焊接技術(shù)培訓(xùn)正在火熱報(bào)名中
[分享]波峰焊接技術(shù)資料 波峰焊接培訓(xùn)資料 波峰焊接培訓(xùn)講義
[推薦]波峰焊接技術(shù) 波峰焊接故障分析 波峰焊接工藝參數(shù)
smt無鉛助焊劑的特點(diǎn)、問題與對(duì)策
一分鐘教你如何辨別波峰焊和回流焊
什么是波峰焊,如何使PCBA組裝自動(dòng)焊接
關(guān)于pcb焊接技術(shù)介紹
關(guān)于“無鉛焊接”選擇材料及方法
分享一下波峰焊與通孔回流焊的區(qū)別
回流焊 VS波峰焊
工業(yè)自動(dòng)化焊接工藝
微談波峰焊料對(duì)焊接質(zhì)量的影響
新型無鉛波峰焊機(jī)助力無鉛化環(huán)保型發(fā)展
深圳smt貼片加工中波峰焊的溫度控制
深度解析PCB選擇性焊接工藝難點(diǎn)
電子組件的波峰焊接工藝
轉(zhuǎn): 關(guān)于“無鉛焊接”選擇材料及方法
選擇性焊接的工藝流程及特點(diǎn)
選擇性焊接工藝技術(shù)的研究
 14
14LED焊接工藝探析(下)
33一種同時(shí)適合長(zhǎng)短插工藝的新型波峰焊接裝置
568電子組件的波峰焊接工藝
708波峰焊工藝控制虛焊
1247波峰焊術(shù)語解釋
0電子組件的波峰焊接工藝介紹
61波峰焊原理和工藝流程_回流焊和波峰焊的區(qū)別
13081
波峰焊操作流程及焊接的基本工藝
29707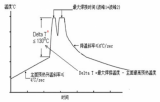
波峰焊連錫的原因是什么_如何減少波峰焊連錫
31393什么是波峰焊?波峰焊工藝技術(shù)介紹
12884波峰焊短路原因
8721一文知道波峰焊焊接工藝調(diào)試技巧
3944
波峰焊設(shè)備的組成_波峰焊設(shè)備工藝
1336表面組裝件的安裝與焊接工藝的分類
4220波峰焊工藝有哪些參數(shù)可進(jìn)行調(diào)試 有什么經(jīng)驗(yàn)技巧
6869
主要有哪些工藝因素會(huì)對(duì)波峰焊的質(zhì)量造成影響
3554波峰焊設(shè)備的主要組成部分有哪些
6475在波峰焊和鉛波峰焊接工藝中預(yù)熱的主要作用是什么
3390波峰焊對(duì)焊接點(diǎn)有哪些標(biāo)準(zhǔn)要求
6505單波峰焊接中PCBA溫度特性介紹
1148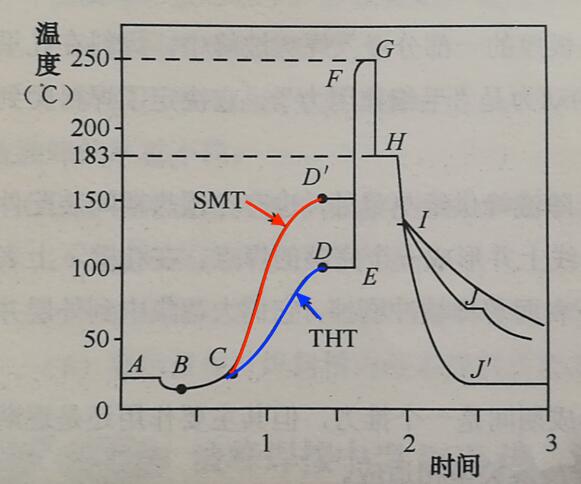
波峰焊接工藝中優(yōu)化建議有哪些
2210選擇性焊接與波峰焊:優(yōu)點(diǎn)和缺點(diǎn)
6740什么是波峰焊,如何選擇波峰焊爐溫測(cè)試設(shè)備
1653波峰焊的焊接溫度一般要控制在多少范圍之內(nèi)
8529影響PCBA波峰焊接質(zhì)量的因素都有哪些
674波峰焊爐是什么,有什么功能
1516波峰焊是什么,有什么特點(diǎn)
7663過長(zhǎng)腳的波峰焊的應(yīng)用優(yōu)勢(shì)有哪些
1010一文詳談波峰焊接工藝資料下載
37波峰焊機(jī)如何選擇助焊劑
1191波峰焊在電路板工藝上的應(yīng)用有多重要
585連接器回流焊和波峰焊技術(shù)簡(jiǎn)述
1529波峰焊焊接溫度曲線設(shè)置要求
3578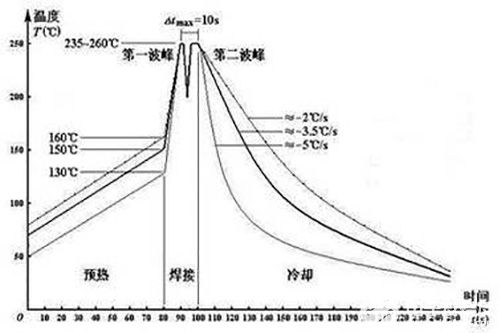
影響波峰焊接性能的四大因素
814如何提高波峰焊焊接品質(zhì)?
816
常見的波峰焊接方式
3019選擇性波峰焊介紹
3863
日東波峰焊技術(shù)發(fā)展與設(shè)備特點(diǎn)全解析
1536
單波峰焊接中PCBA溫度特性
745
關(guān)于焊錫條波峰焊工藝技術(shù)操作規(guī)范與注意事項(xiàng)
691
波峰焊接通孔填充不良問題研究
273
波峰焊與回流焊焊接方式的區(qū)別
1696
波峰焊接工藝制程的問題及解決方法分析
173介紹三種SMT焊接工藝:回流焊、波峰焊、通孔回流焊
287- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測(cè)量?jī)x表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無線
- 接口/總線/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測(cè)
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 社區(qū)
- 小組
- 論壇
- 問答
- 評(píng)測(cè)試用
- 企業(yè)服務(wù)
- 產(chǎn)品
- 資料
- 文章
- 方案
- 企業(yè)
- 供應(yīng)鏈服務(wù)
- 硬件開發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測(cè)驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論